







01
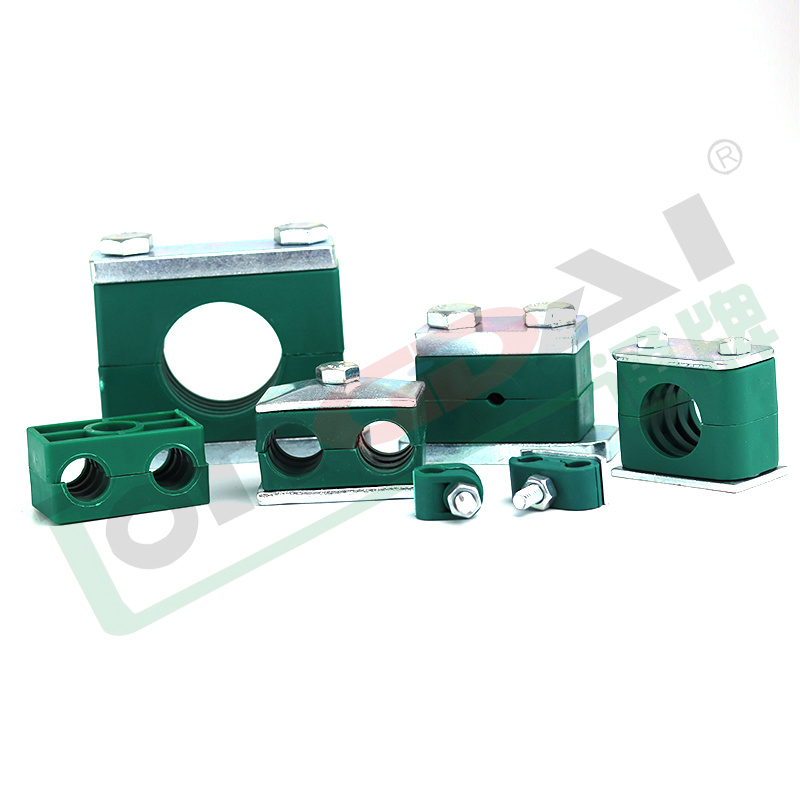




Boru sıxacları
MADDİ XÜSUSİYYƏTLƏRİ
| Xüsusiyyətlər | Polipropilen (PP) | Poliamid 6(PA 6) | Bir luminium |
| Sıxlıq | 0,906 q/sm² | 1,12-1,15 q/sm² | 2,65 q/sm² |
| Əyilmə əyilməsi | 36N/mm² | 130---200N/mm² | 70N/mm² |
| Zərbə Müqaviməti | fasilə yoxdur | fasilə yoxdur | |
| Sıxılma Gücü | 90N/mm² | 120N/mm² | HBS00-60N/mm²² |
| modulu Elastiklik | 1500N/mm² | 3000N/mm² | 70.000N/mm²² |
| Dartma Gücü | 25-35N/mm² | 80-90N/mm² | 180N/m㎡ |
| Temp.Müqavimət | -30+90%C | 40-+120C | 300 ℃ |
| Rəng | yaşıl | qara |
SİFARİŞ KODU
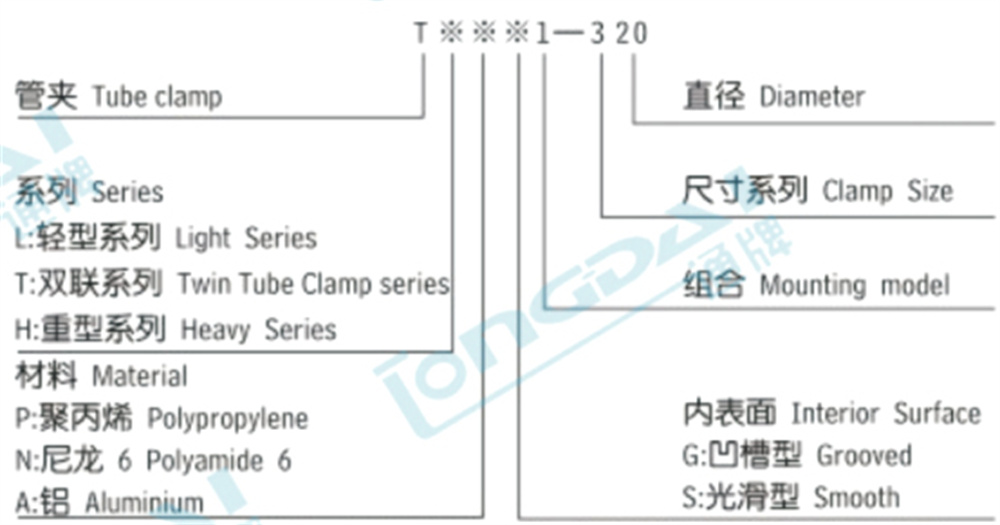
Tək hissələr və aksesuarlar üçün sifariş kodları bütün seriyalar üçün vahid sisteminə malikdir və yalnız seriya kodunda dəyişir.
QAPANIN QURAŞDIRILMASI ÜÇÜN TÖVSİYƏ EDİLƏN MƏSAFƏLƏR
Boru od | Qısqacların məsafələri |
6-14 | 0.9 |
15-22 | 1.2 |
23-28 | 1.5 |
30-38 | 2 |
40-48.3 | 2.5 |
50-57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7 |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406 | 7.5 |
Dirsək və ya əyilmə sıxaclar tərəfindən dəstəkləndikdə, sıxaclar döngənin hər tərəfində mümkün qədər yaxın yerləşdirilməlidir.
YAPILMA TƏLİMATI
Metal qaynaq plitələrinə yığma Metal qaynaq plitələrini çəkisi tənzimlənən bazaya qaynaq edin. Qısqacın aşağı yarısını qaynaq lövhəsinə bağlayın və boru daxil edin; sonra ikinci sıxacın yarısını əlavə edin və təmin edilmiş vintlər ilə bərkidin. Yerində plastik qısqac ilə qaynaq ETMƏYİN! Dəmir dayaqlar üzərində montaj Dəmir dayaqları bilər
bərkidici mötərizə ilə vidalanaraq qaynaqlanmalıdır. Dəmir qoz-fındıqlarını relsə daxil edin və gedəcəyi qədər fırladın. (Aralığın düzgün olduğundan əmin olun). Aşağı sıxacın yarısına paz qoyun, boru daxil edin, ikinci sıxacın yarısını əlavə edin və təmin edilmiş vintlərlə bərkidin.
Tikinti montajı
Qaynaq plitəsinə və ya rels dəstəyinə qaynaq edin və ya bərkidici mötərizə ilə vidalayın. Aşağı sıxacın yarısına paz edin, boru daxil edin, yuxarı sıxacın yarısını əlavə edin və bərkidici vintlər ilə bərkidin. (Bərkidmə vintini çıxarmaq üçün.) Qısqacın yuxarı yarısına kilidləmə lövhəsi tətbiq etməklə bərkitmə vintinin burulmasının qarşısı alınır. Sonra ikinci boru sıxacını eyni şəkildə quraşdırın.
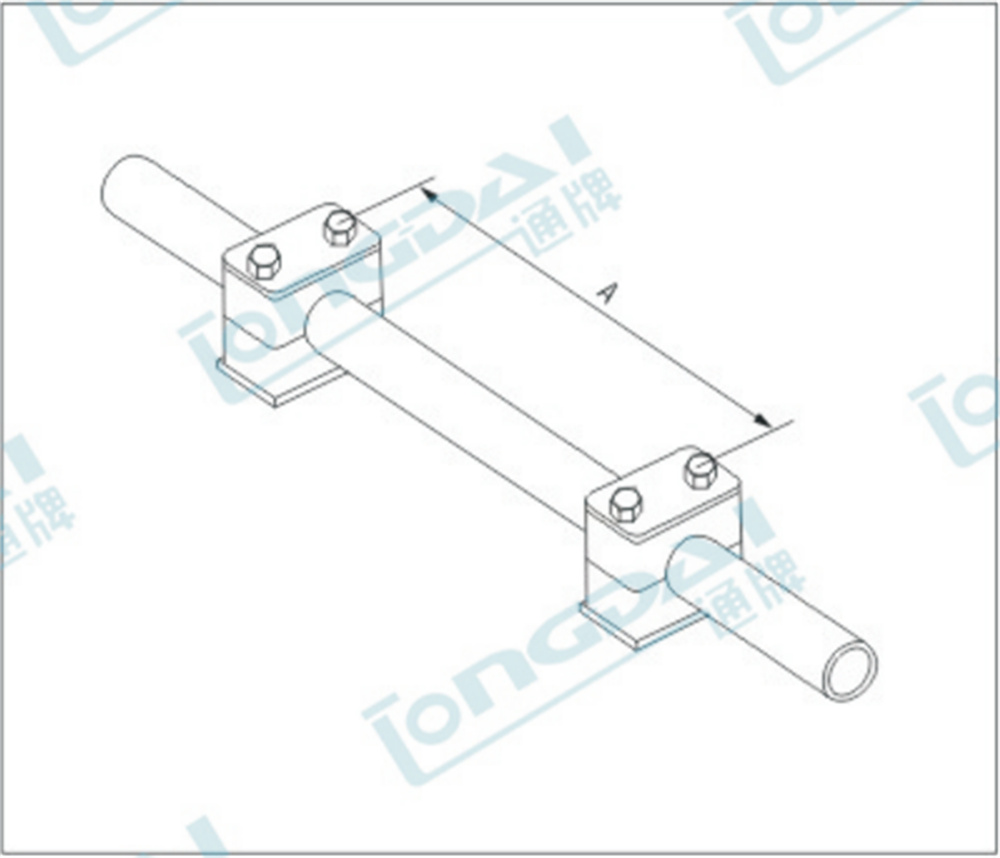
Bükülmüş boruların yığılması
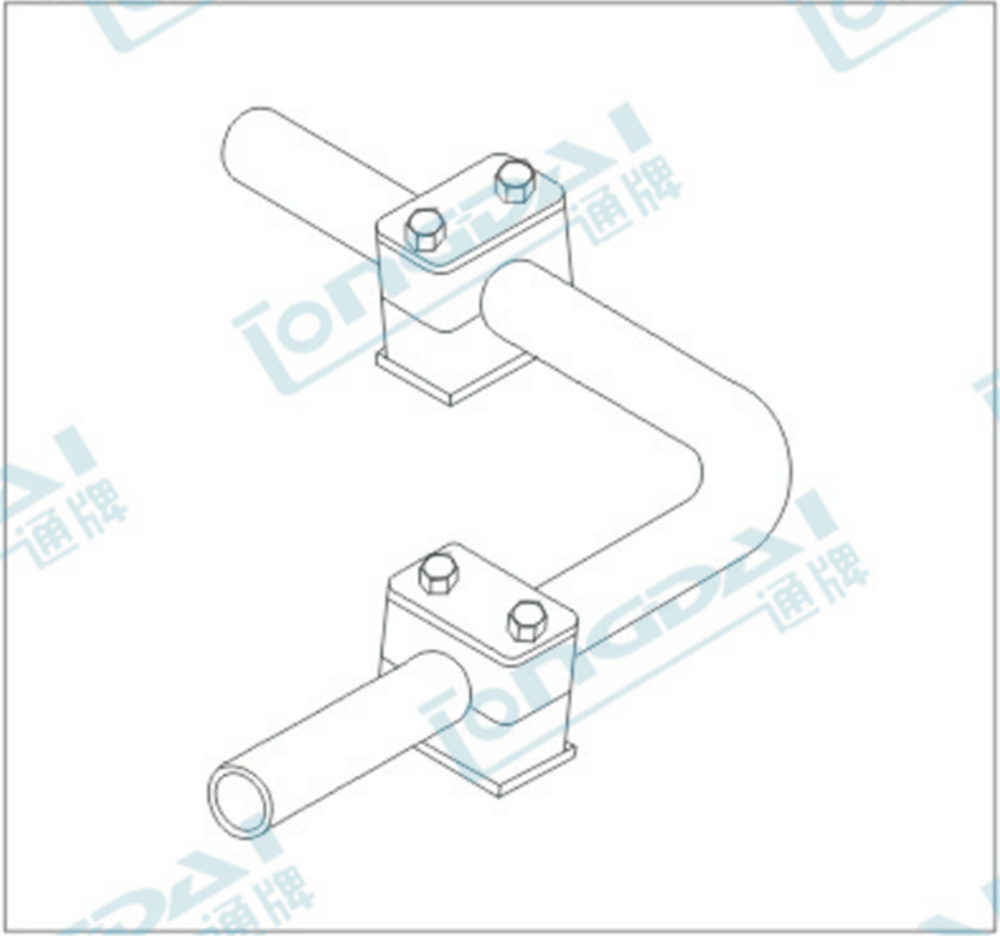
Dirsək yığılarkən, dirsəyin ön və arxa hissəsindəki təcrübəli boru sıxacları ilə birbaşa sabitlənməlidir. Bu cür dəstək nöqtələrinin sabit mövqelərdə olması tövsiyə olunur.
Boltların sıxma anı və boru üzərində eksenel sıxma qüvvəsi
Şaftın boru üzərində sıxma qüvvəsi (DIN 3015 hissəsi 10-a uyğun olaraq) 3 testin dəyərlərindən hesablanan orta dəyərdir. Test zamanı DIN 2448-ə uyğun olaraq St37 polad boru istifadə edilmişdir. Temperatur 23C idi və boruda statik sürtünmə var idi. Borunun ox istiqamətində sadalanan sınaq qüvvəsinə (F) məruz qaldıqda sıxacın içərisindəki boru sürüşməyəcək.
Yüngül seriyası | |||||
Ölçü seriyası | Təsbit boltlar GB5782-86 | Polipropilen | Neylon 6 | ||
Boltun sıxma anı (Nm) | Boru sıxma qüvvəsi F(KN)) | Boltun sıxma anı (Nm)m) | Boru sıxma qüvvəsi F(KN) | ||
0 | M6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | 1.1 | 10 | 0.7 | |
2 | 8 | 1.3 | 10 | 0.8 | |
3 | 8 | 1.4 | 10 | 1.6 | |
4 | 8 | 1.5 | 10 | 1.7 | |
5 | 8 | 1.9 | 10 | 2.0 | |
6 |
| 2.0 | 10 | 2.5 | |
