







01
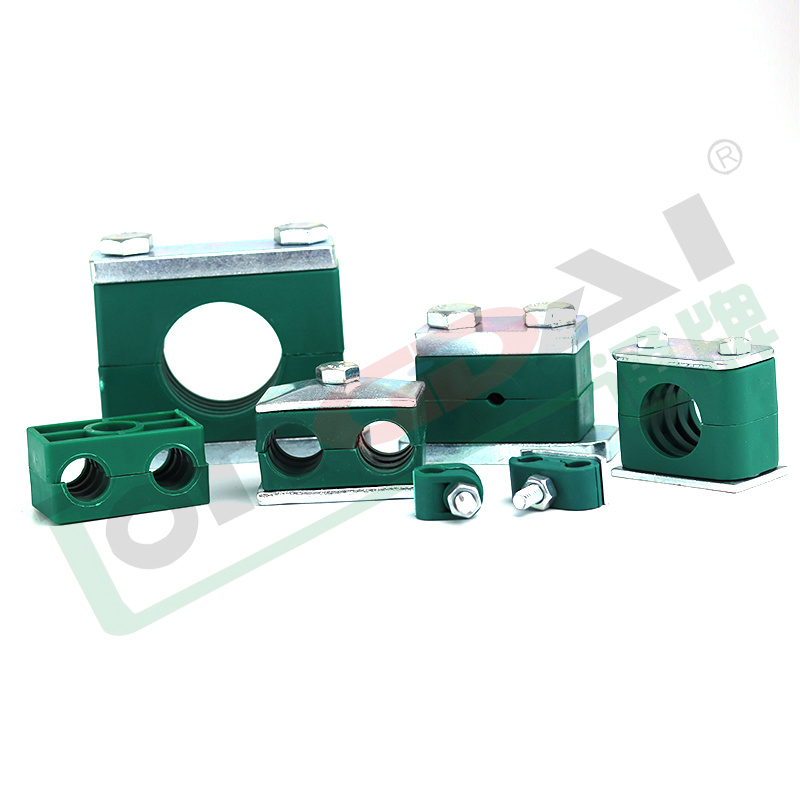




ट्यूब क्लैंप
भौतिक गुण
| गुण | पॉलीप्रोपाइलीन(पीपी) | पॉलियामाइड 6(पीए 6) | एक ल्यूमिनियम |
| घनत्व | 0.906 ग्राम/सेमी² | 1.12-1.15 ग्राम/सेमी² | 2.65 ग्राम/सेमी² |
| फ्लेक्सुरल विक्षेपण | 36एन/मिमी² | 130---200एन/मिमी² | 70एन/मिमी² |
| संघात प्रतिरोध | कोई तोड़ | कोई तोड़ | |
| सम्पीडक क्षमता | 90एन/मिमी² | 120एन/मिमी² | एचबीएस00-60एन/मिमी²² |
| मापांक लोच | 1500एन/मिमी² | 3000एन/मिमी² | 70.000एन/मिमी²² |
| तन्यता ताकत | 25-35एन/मिमी² | 80-90एन/मिमी² | 180एन/एम㎡ |
| तापमान प्रतिरोध | -30+90%सी | 40-+120 डिग्री सेल्सियस | 300℃ |
| रंग | हरा | काला |
ऑर्डर कोड
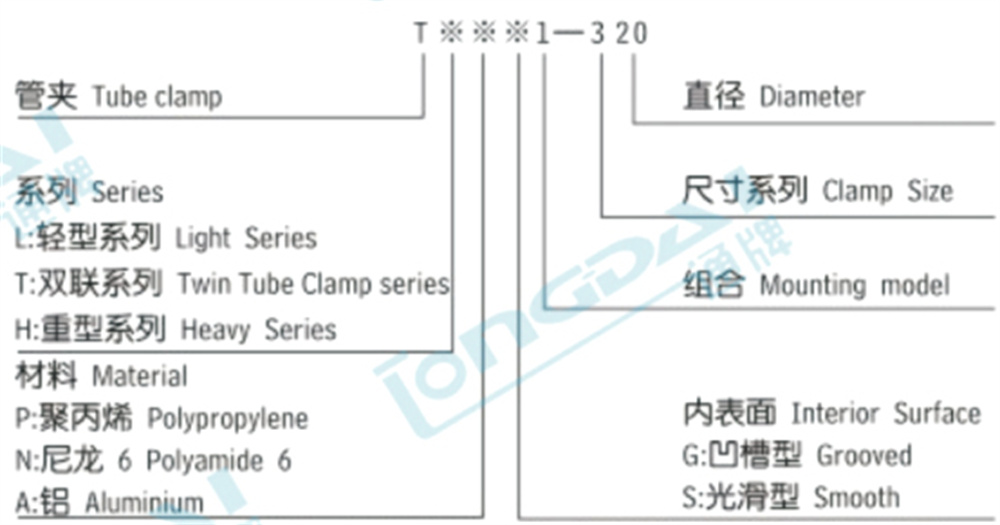
एकल भागों और सहायक उपकरणों के लिए ऑर्डर कोड में सभी श्रृंखलाओं के लिए एक इकाई प्रणाली होती है, जो केवल श्रृंखला कोड में भिन्न होती है।
क्लैंप की स्थापना के लिए अनुशंसित दूरियां
ट्यूब ओ.डी. | क्लैम्प की दूरियां |
6-14 | 0.9 |
15-22 | 1.2 |
23-28 | 1.5 |
30-38 | 2 |
40-48.3 | 2.5 |
50-57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7 |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406 | 7.5 |
जब कोहनी या मोड़ को क्लैम्प द्वारा सहारा दिया जाना हो, तो क्लैम्प को मोड़ के प्रत्येक तरफ यथासंभव पास में रखा जाना चाहिए।
विधानसभा निर्देश
धातु वेल्डिंग प्लेटों पर संयोजन धातु वेल्डिंग प्लेटों को वजन समायोजित आधार पर वेल्ड करें। वेल्डिंग प्लेट पर क्लैंप के निचले आधे हिस्से को क्लिप करें और ट्यूब डालें; फिर दूसरा क्लैंप-आधा जोड़ें और दिए गए स्क्रू के साथ कस लें। प्लास्टिक क्लैंप को स्थिति में रखकर वेल्डिंग न करें! रेल-समर्थन पर संयोजन रेल-समर्थन कर सकते हैं
इसे वेल्ड किया जाना चाहिए या फास्टनिंग ब्रैकेट के साथ पेंच किया जाना चाहिए। रेल नट को रेल में डालें और जितना संभव हो उतना घुमाएँ। (सुनिश्चित करें कि स्पेसिंग सही है)। निचले क्लैंप-आधे हिस्से पर वेज करें, ट्यूब डालें, दूसरा क्लैंप-आधा जोड़ें और दिए गए स्क्रू से कसें।
निर्माण संयोजन
वेल्डिंग प्लेट या रेल सपोर्ट पर वेल्ड करें, या फिक्सिंग ब्रैकेट के साथ स्क्रू करें। निचले क्लैंप-आधे पर वेज करें, ट्यूब डालें, ऊपरी क्लैंप-आधे को जोड़ें और फिक्सिंग स्क्रू से कस लें। (फिक्सिंग स्क्रू को बाहर की ओर निकला हुआ रखें।) क्लैंप के ऊपरी आधे हिस्से पर लॉकिंग प्लेट लगाने से फिक्सिंग स्क्रू को मुड़ने से रोका जाता है। फिर दूसरे ट्यूब क्लैंप को ठीक उसी तरह माउंट करें।
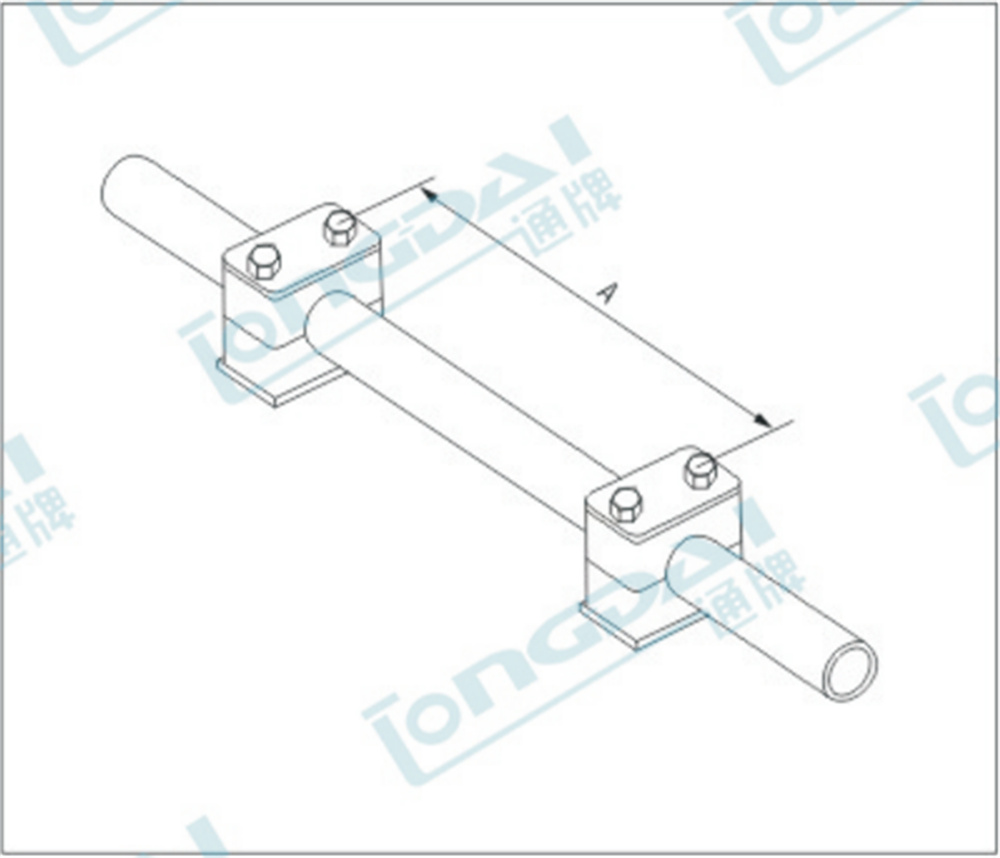
मुड़े हुए पाइपों की असेंबली
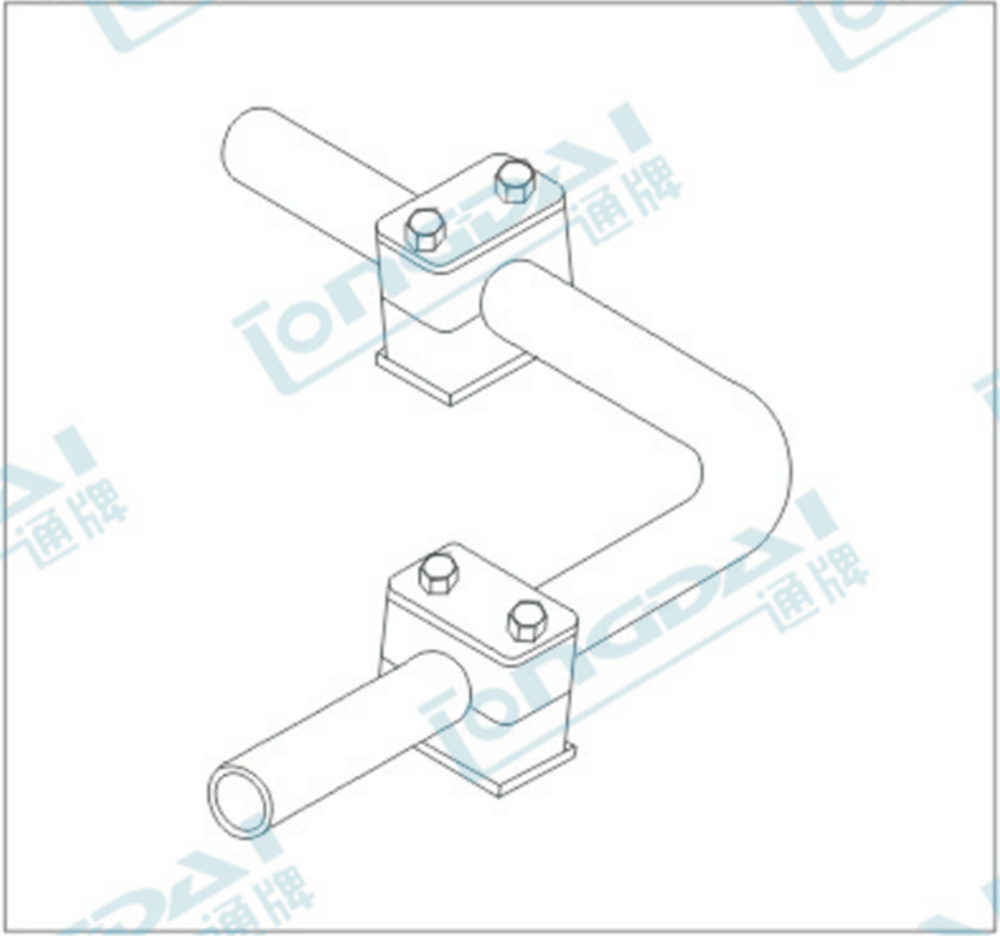
कोहनी को जोड़ते समय, इसे कोहनी के आगे और पीछे कुशल पाइप क्लैंप के साथ सीधे तय किया जाना चाहिए। यह अनुशंसा की जाती है कि ऐसे समर्थन बिंदु निश्चित स्थिति में होने चाहिए।
बोल्टों का कसने वाला टॉर्क और पाइप पर अक्षीय क्लैम्पिंग बल
पाइप पर शाफ्ट का क्लैम्पिंग बल (DIN 3015 भाग 10 के अनुसार) एक औसत मूल्य है, जिसकी गणना 3 परीक्षणों के मूल्यों से की जाती है। परीक्षण के दौरान, DIN 2448 के अनुसार St37 स्टील पाइप का उपयोग किया गया था। तापमान 23C था और पाइप पर स्थैतिक घर्षण था। पाइप के अक्षीय दिशा में सूचीबद्ध परीक्षण बल (F) के अधीन होने पर क्लैंप के भीतर पाइप फिसलेगा नहीं।
प्रकाश श्रृंखला | |||||
आकार श्रृंखला | बोल्ट लगाना जीबी5782-86 | polypropylene | नायलॉन 6 | ||
बोल्ट कसने का टॉर्क (एनएम) | पाइप क्लैम्पिंग बल F(KN)) | बोल्ट कसने का टॉर्क (एनएम)मी) | पाइप क्लैम्पिंग बल एफ(केएन) | ||
0 | एम6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | 1.1 | 10 | 0.7 | |
2 | 8 | 1.3 | 10 | 0.8 | |
3 | 8 | 1.4 | 10 | 1.6 | |
4 | 8 | 1.5 | 10 | 1.7 | |
5 | 8 | 1.9 | 10 | 2.0 | |
6 |
| 2.0 | 10 | 2.5 | |
