







01
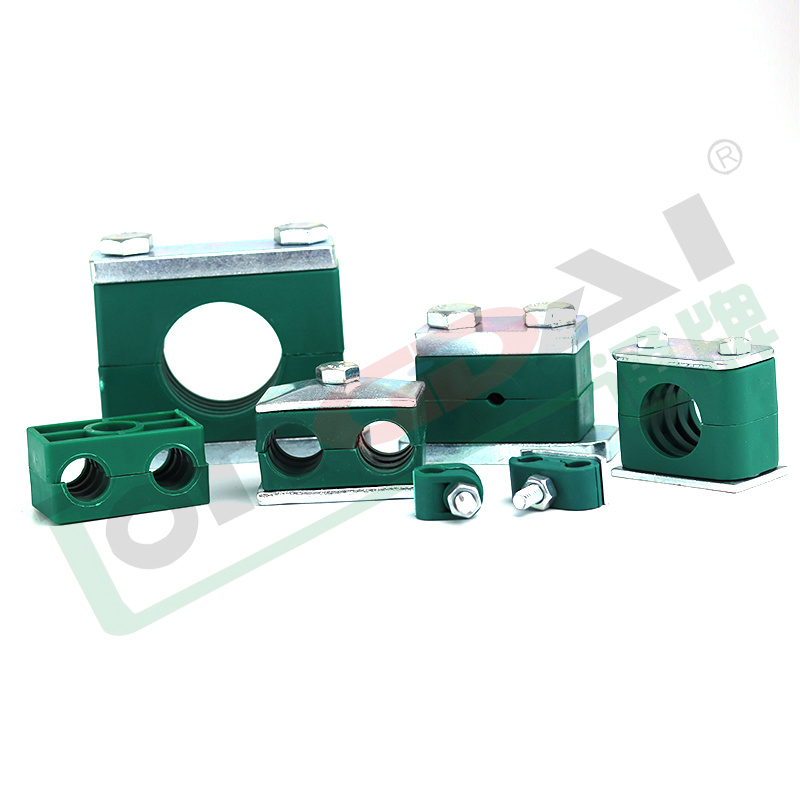




Mga Tube Clamp
MATERYAL NGA PROPERTY
| Mga kabtangan | Polypropylene(PP) | Polyamide 6(PA 6) | Usa ka luminium |
| Densidad | 0.906 g/cm² | 1.12-1.15 g/cm² | 2.65 g/cm² |
| Flexural Deflection | 36N/mm² | 130---200N/mm² | 70N/mm² |
| Pagbatok sa Epekto | walay pahulay | walay pahulay | |
| Compressive Kusog | 90N/mm² | 120N/mm² | HBS00-60N/mm²² |
| Modulus sa Elasticity | 1500N/mm² | 3000N/mm² | 70.000N/mm²² |
| Kusog sa Tensile | 25-35N/mm² | 80-90N/mm² | 180N/m㎡ |
| Temp.Pagsukol | -30+90%C | 40-+120C | 300 ℃ |
| Kolor | berde | itom |
ORDER CODE
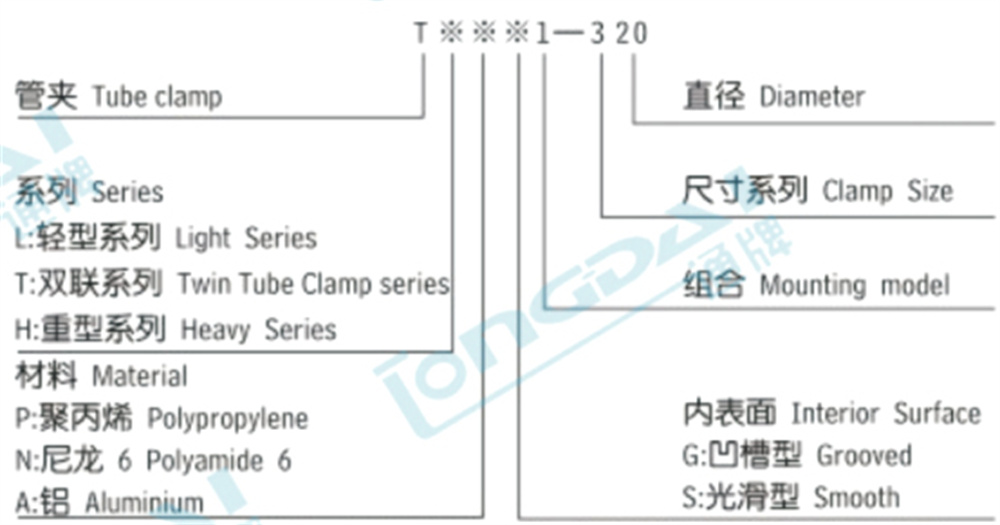
Ang mga order code alang sa usa ka piyesa ug mga aksesorya adunay sistema sa yunit alang sa tanan nga serye, nga lahi ra sa code sa serye.
GIREKOMENDADONG DISTANSIYA PARA SA PAG-INSTALL SA CLAMP
Tube od | Mga gilay-on sa mga clamp |
6-14 | 0.9 |
15-22 | 1.2 |
23-28 | 1.5 |
30-38 | 2 |
40-48.3 | 2.5 |
50-57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7 |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406 | 7.5 |
Kung ang usa ka siko o liko nga gisuportahan sa mga clamp, ang mga clamp kinahanglan nga ibutang nga duol sa mahimo sa matag kilid sa liko.
ASSEMBLY INSTRUCTION
Asembliya ngadto sa metal welding plates Weld metal welding plates ngadto sa gibug-aton adjust base. I-clip ang ubos nga katunga sa clamp sa welding plate ug isuksok ang tubo; unya idugang ang ikaduha nga clamp-katunga ug hugti gamit ang mga screw nga gihatag. AYAW weld gamit ang plastik nga clamp sa posisyon! Asembliya sa rail-suporta Ang mga riles mahimo
welded sa screwed sa sa usa ka fastening bracket. Isulod ang rail nuts ngadto sa rail ug liko kutob sa mahimo.(Siguroha nga ang gilay-on husto).Wedge sa ubos nga clamp-half, isulod ang tube, idugang ang ikaduhang clamp-half ug hugti gamit ang screws nga gihatag.
Asembliya sa pagtukod
Weld sa welding plate o rail support, o screw on gamit ang fixing bracket. Wedge on lower clamp-half, insert tube, add upper clamp-half ug hugti gamit ang fixing screws.(Fixing screw to jut out.)Pinaagi sa pagbutang ug locking plate sa ibabaw nga katunga sa clamp, ang fixing screw napugngan sa pagtuis. Dayon i-mount ang ikaduhang tube clamp sa samang paagi.
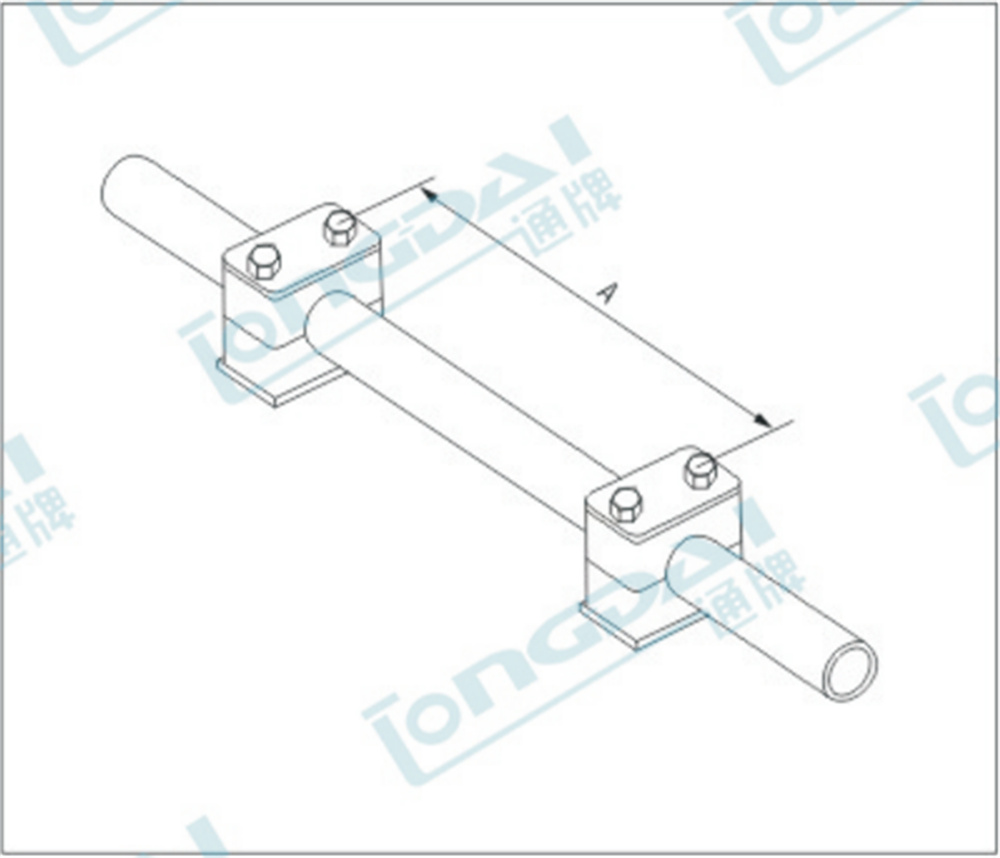
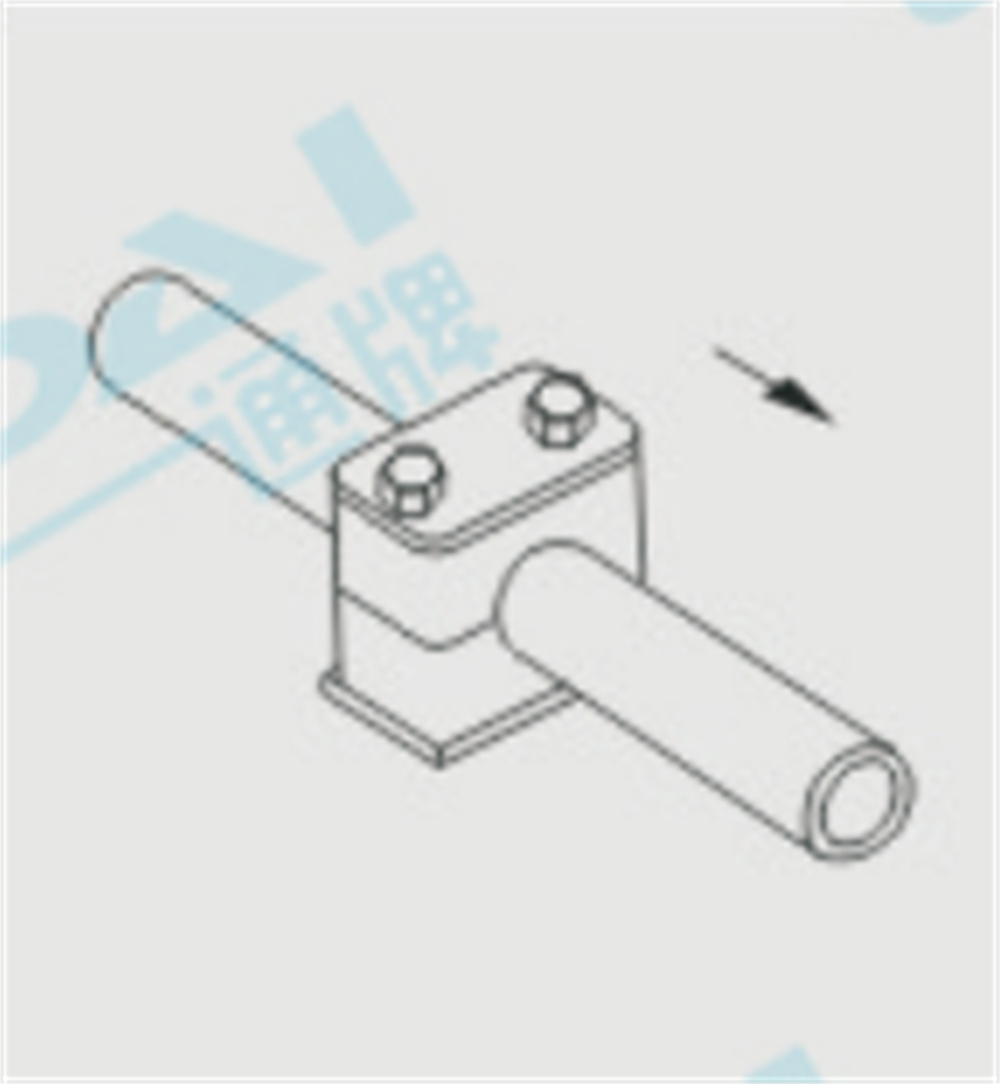
Asembliya sa gibawog nga mga tubo
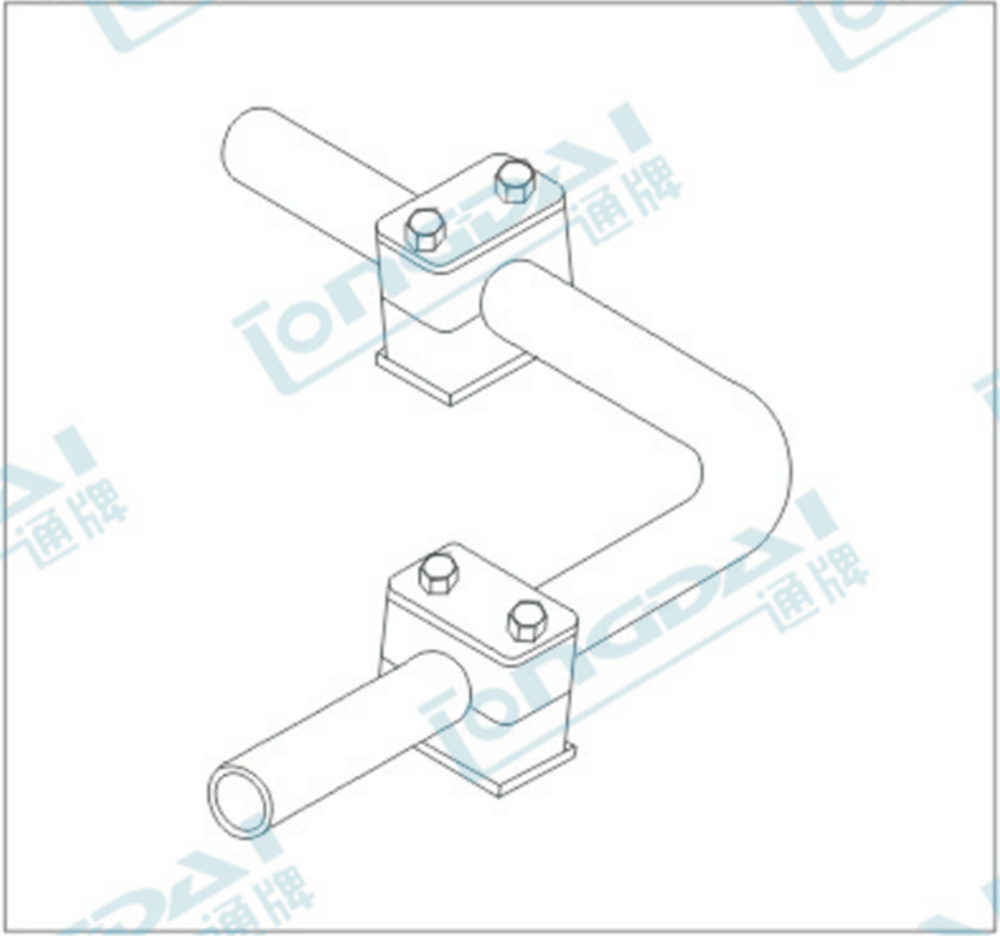
Sa pag-assemble sa siko, kini kinahanglan nga ayohon direkta sa hanas nga pipe clamps sa atubangan ug sa likod sa siko. Girekomenda nga ang ingon nga mga punto sa suporta kinahanglan nga naa sa mga piho nga posisyon.
Paghugot sa torque sa bolts ug axial clamping force sa pipe
Ang clamping force sa shaft sa pipe (sumala sa DIN 3015 nga bahin 10) usa ka kasagaran nga kantidad, nga gikalkula gikan sa mga kantidad sa 3 nga mga pagsulay. Atol sa pagsulay, gigamit ang usa ka St37 steel pipe sumala sa DIN 2448. Ang temperatura kay 23C ug adunay static friction sa tubo. Ang tubo sa sulod sa clamp dili mag-slide kung ipailalom sa usa ka nalista nga puwersa sa pagsulay (F) sa direksyon sa axial sa tubo.
Kahayag nga serye | |||||
Serye sa gidak-on | Pag-ayo sa mga bolts GB5782-86 | Polypropylene | Naylon 6 | ||
Bolt tightening torque (Nm) | Pipe clamping force F(KN)) | Bolt tightening torque (Nm)m) | Pipe clamping pwersa F(KN) | ||
0 | M6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | 1.1 | 10 | 0.7 | |
2 | 8 | 1.3 | 10 | 0.8 | |
3 | 8 | 1.4 | 10 | 1.6 | |
4 | 8 | 1.5 | 10 | 1.7 | |
5 | 8 | 1.9 | 10 | 2.0 | |
6 |
| 2.0 | 10 | 2.5 | |
