ವಸ್ತು ಗುಣಲಕ್ಷಣಗಳು
| ಗುಣಲಕ್ಷಣಗಳು | ಪಾಲಿಪ್ರೊಪಿಲೀನ್ (ಪಿಪಿ) | ಪಾಲಿಯಮೈಡ್ 6(PA 6) | ಒಂದು ಲುಮಿನಿಯಂ |
| ಸಾಂದ್ರತೆ | 0.906 ಗ್ರಾಂ/ಸೆಂ² | ೧.೧೨-೧.೧೫ ಗ್ರಾಂ/ಸೆಂ² | 2.65 ಗ್ರಾಂ/ಸೆಂ² |
| ಬಾಗುವ ಬಾಗುವಿಕೆ | 36N/ಮಿಮೀ² | 130---200N/ಮಿಮೀ² | 70N/ಮಿಮೀ² |
| ಪರಿಣಾಮ ನಿರೋಧಕತೆ | ವಿರಾಮವಿಲ್ಲ | ವಿರಾಮವಿಲ್ಲ | |
| ಸಂಕುಚಿತ ಸಾಮರ್ಥ್ಯ | 90N/ಮಿಮೀ² | 120N/ಮಿಮೀ² | HBS00-60N/ಮಿಮೀ²² |
| ಮಾಡ್ಯುಲಸ್ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವ | 1500N/ಮಿಮೀ² | 3000N/ಮಿಮೀ² | 70.000N/ಮಿಮೀ²² |
| ಕರ್ಷಕ ಶಕ್ತಿ | 25-35N/ಮಿಮೀ² | 80-90N/ಮಿಮೀ² | 180N/ಮೀ㎡ |
| ತಾಪಮಾನ ನಿರೋಧಕತೆ | -30+90% ಸಿ | 40-+120 ಸಿ | 300℃ ತಾಪಮಾನ |
| ಬಣ್ಣ | ಹಸಿರು | ಕಪ್ಪು | |
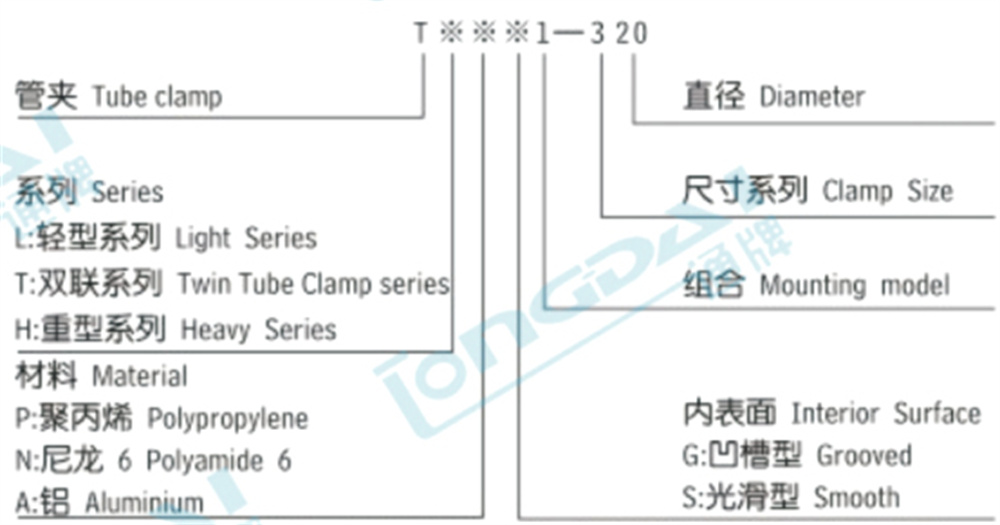
ಆರ್ಡರ್ ಕೋಡ್
ಒಂದೇ ಭಾಗಗಳು ಮತ್ತು ಪರಿಕರಗಳ ಆರ್ಡರ್ ಕೋಡ್ಗಳು ಎಲ್ಲಾ ಸರಣಿಗಳಿಗೂ ಒಂದು ಘಟಕ ವ್ಯವಸ್ಥೆಯನ್ನು ಹೊಂದಿವೆ, ಇದು ಸರಣಿ ಕೋಡ್ನಲ್ಲಿ ಮಾತ್ರ ಬದಲಾಗುತ್ತದೆ.
ಕ್ಲ್ಯಾಂಪ್ ಅಳವಡಿಕೆಗೆ ಶಿಫಾರಸು ಮಾಡಲಾದ ದೂರಗಳು
ಟ್ಯೂಬ್ ಓಡಿ | ಹಿಡಿಕಟ್ಟುಗಳ ಅಂತರ |
6-14 | 0.9 |
15-22 | ೧.೨ |
23-28 | ೧.೫ |
30-38 | 2 |
40-48.3 | ೨.೫ |
50-57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7. |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406, ಸಂಖ್ಯೆ 1 | 7.5 |
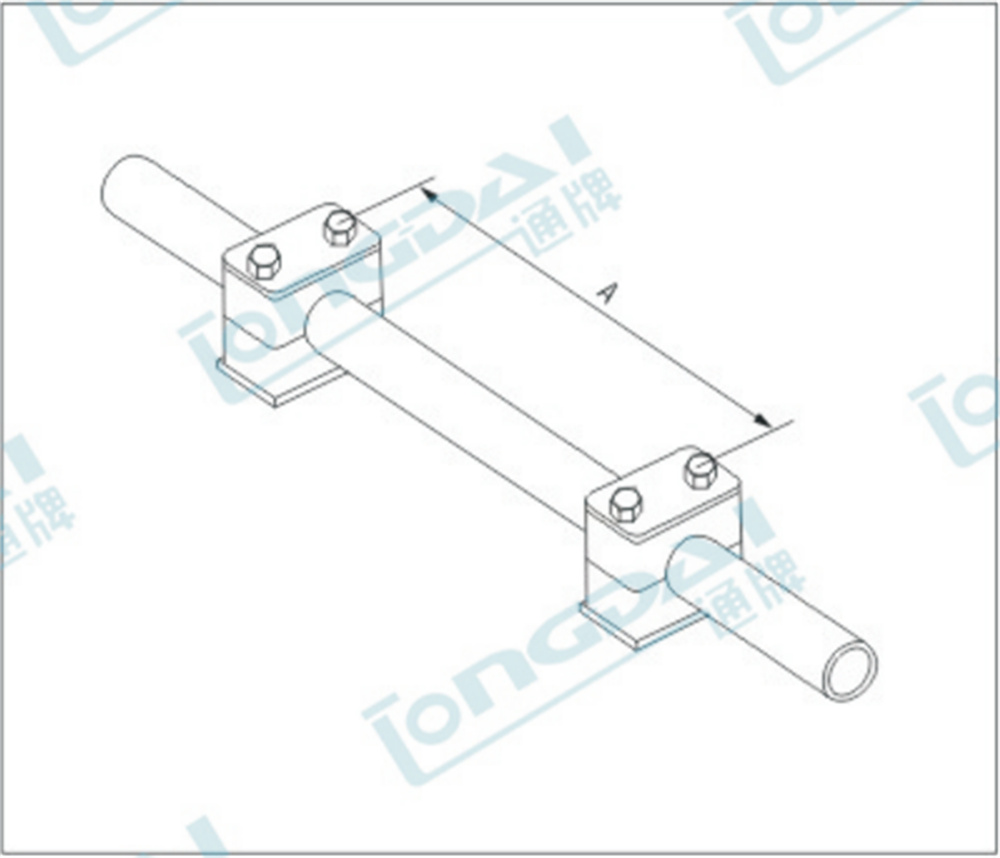
ಮೊಣಕೈ ಅಥವಾ ಬಾಗುವಿಕೆಯನ್ನು ಕ್ಲಾಂಪ್ಗಳು ಬೆಂಬಲಿಸಬೇಕಾದಾಗ, ಕ್ಲಾಂಪ್ಗಳನ್ನು ಬೆಂಡ್ನ ಪ್ರತಿಯೊಂದು ಬದಿಯಲ್ಲಿ ಸಾಧ್ಯವಾದಷ್ಟು ಹತ್ತಿರ ಇರಿಸಬೇಕು.
ಅಸೆಂಬ್ಲಿ ಸೂಚನೆ
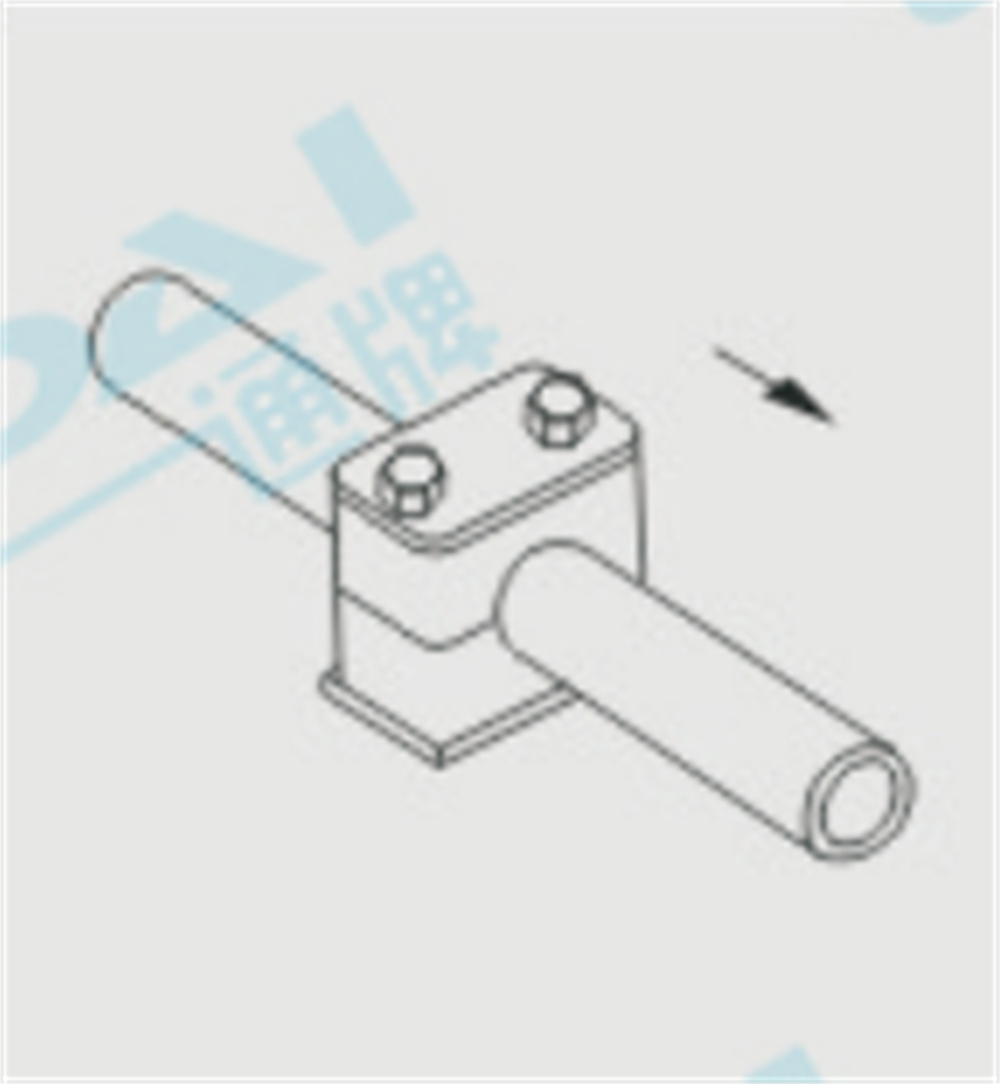
ಲೋಹದ ವೆಲ್ಡಿಂಗ್ ಪ್ಲೇಟ್ಗಳ ಮೇಲೆ ಜೋಡಣೆ ಲೋಹದ ವೆಲ್ಡಿಂಗ್ ಪ್ಲೇಟ್ಗಳನ್ನು ತೂಕ ಹೊಂದಾಣಿಕೆ ಮಾಡಿದ ಬೇಸ್ಗೆ ವೆಲ್ಡ್ ಮಾಡಿ. ಕ್ಲ್ಯಾಂಪ್ನ ಕೆಳಗಿನ ಅರ್ಧವನ್ನು ವೆಲ್ಡಿಂಗ್ ಪ್ಲೇಟ್ಗೆ ಕ್ಲಿಪ್ ಮಾಡಿ ಮತ್ತು ಟ್ಯೂಬ್ ಅನ್ನು ಸೇರಿಸಿ; ನಂತರ ಎರಡನೇ ಕ್ಲ್ಯಾಂಪ್-ಅರ್ಧವನ್ನು ಸೇರಿಸಿ ಮತ್ತು ಒದಗಿಸಲಾದ ಸ್ಕ್ರೂಗಳೊಂದಿಗೆ ಬಿಗಿಗೊಳಿಸಿ. ಪ್ಲಾಸ್ಟಿಕ್ ಕ್ಲ್ಯಾಂಪ್ ಅನ್ನು ಸ್ಥಾನದಲ್ಲಿಟ್ಟುಕೊಂಡು ಬೆಸುಗೆ ಹಾಕಬೇಡಿ! ರೈಲು-ಬೆಂಬಲಗಳ ಮೇಲೆ ಜೋಡಣೆ ರೈಲು-ಬೆಂಬಲಗಳು ಮಾಡಬಹುದು
ಜೋಡಿಸುವ ಬ್ರಾಕೆಟ್ನೊಂದಿಗೆ ಸ್ಕ್ರೂ ಅಥವಾ ವೆಲ್ಡ್ ಮಾಡಿ. ರೈಲ್ ನಟ್ಗಳನ್ನು ರೈಲಿಗೆ ಸೇರಿಸಿ ಮತ್ತು ಅದು ಸಾಧ್ಯವಾದಷ್ಟು ತಿರುಗಿಸಿ. (ಅಂತರ ಸರಿಯಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ). ಕೆಳಗಿನ ಕ್ಲ್ಯಾಂಪ್-ಅರ್ಧದ ಮೇಲೆ ವೆಜ್ ಮಾಡಿ, ಟ್ಯೂಬ್ ಅನ್ನು ಸೇರಿಸಿ, ಎರಡನೇ ಕ್ಲ್ಯಾಂಪ್-ಅರ್ಧವನ್ನು ಸೇರಿಸಿ ಮತ್ತು ಒದಗಿಸಲಾದ ಸ್ಕ್ರೂಗಳೊಂದಿಗೆ ಬಿಗಿಗೊಳಿಸಿ.
ನಿರ್ಮಾಣ ಜೋಡಣೆ
ವೆಲ್ಡಿಂಗ್ ಪ್ಲೇಟ್ ಅಥವಾ ರೈಲ್ ಸಪೋರ್ಟ್ ಮೇಲೆ ವೆಲ್ಡ್ ಮಾಡಿ, ಅಥವಾ ಫಿಕ್ಸಿಂಗ್ ಬ್ರಾಕೆಟ್ ಬಳಸಿ ಸ್ಕ್ರೂ ಮಾಡಿ. ಕೆಳಗಿನ ಕ್ಲ್ಯಾಂಪ್-ಅರ್ಧದ ಮೇಲೆ ವೆಡ್ಜ್ ಮಾಡಿ, ಟ್ಯೂಬ್ ಸೇರಿಸಿ, ಮೇಲಿನ ಕ್ಲ್ಯಾಂಪ್-ಅರ್ಧವನ್ನು ಸೇರಿಸಿ ಮತ್ತು ಫಿಕ್ಸಿಂಗ್ ಸ್ಕ್ರೂಗಳಿಂದ ಬಿಗಿಗೊಳಿಸಿ. (ಹೊರಗೆ ಚಾಚಲು ಫಿಕ್ಸಿಂಗ್ ಸ್ಕ್ರೂ.) ಕ್ಲ್ಯಾಂಪ್ನ ಮೇಲಿನ ಅರ್ಧಕ್ಕೆ ಲಾಕಿಂಗ್ ಪ್ಲೇಟ್ ಅನ್ನು ಅನ್ವಯಿಸುವ ಮೂಲಕ, ಫಿಕ್ಸಿಂಗ್ ಸ್ಕ್ರೂ ತಿರುಚುವುದನ್ನು ತಡೆಯಲಾಗುತ್ತದೆ. ನಂತರ ಎರಡನೇ ಟ್ಯೂಬ್ ಕ್ಲ್ಯಾಂಪ್ ಅನ್ನು ನಿಖರವಾಗಿ ಅದೇ ರೀತಿಯಲ್ಲಿ ಜೋಡಿಸಿ.
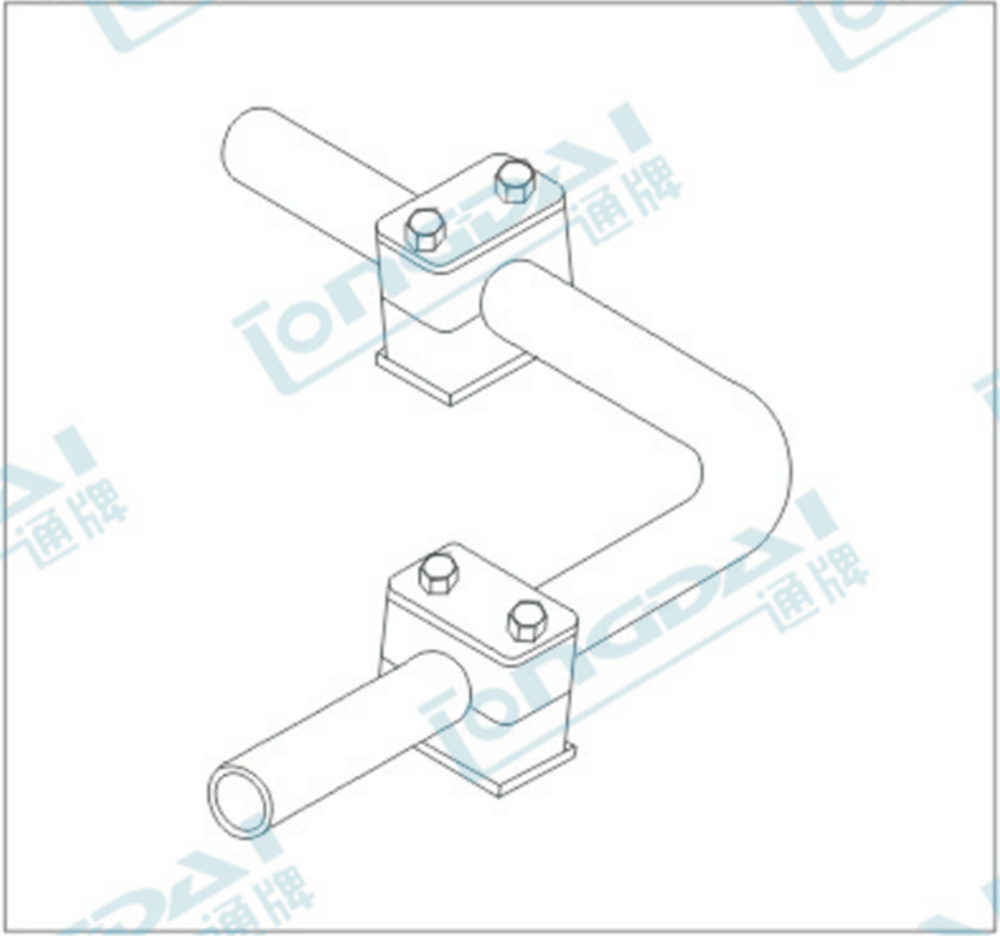
ಬಾಗಿದ ಕೊಳವೆಗಳ ಜೋಡಣೆ
ಮೊಣಕೈಯನ್ನು ಜೋಡಿಸುವಾಗ, ಅದನ್ನು ಮೊಣಕೈಯ ಮುಂಭಾಗ ಮತ್ತು ಹಿಂಭಾಗದಲ್ಲಿ ಪ್ರವೀಣ ಪೈಪ್ ಕ್ಲಾಂಪ್ಗಳೊಂದಿಗೆ ನೇರವಾಗಿ ಸರಿಪಡಿಸಬೇಕು. ಅಂತಹ ಬೆಂಬಲ ಬಿಂದುಗಳು ಸ್ಥಿರ ಸ್ಥಾನಗಳಲ್ಲಿರಬೇಕೆಂದು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ.
ಬೋಲ್ಟ್ಗಳ ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ ಮತ್ತು ಪೈಪ್ನಲ್ಲಿ ಅಕ್ಷೀಯ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲ.
ಪೈಪ್ ಮೇಲಿನ ಶಾಫ್ಟ್ನ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲವು (DIN 3015 ಭಾಗ 10 ರ ಪ್ರಕಾರ) ಸರಾಸರಿ ಮೌಲ್ಯವಾಗಿದೆ, ಇದನ್ನು 3 ಪರೀಕ್ಷೆಗಳ ಮೌಲ್ಯಗಳಿಂದ ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ. ಪರೀಕ್ಷೆಯ ಸಮಯದಲ್ಲಿ, DIN 2448 ರ ಪ್ರಕಾರ St37 ಉಕ್ಕಿನ ಪೈಪ್ ಅನ್ನು ಬಳಸಲಾಯಿತು. ತಾಪಮಾನವು 23C ಆಗಿತ್ತು ಮತ್ತು ಪೈಪ್ನಲ್ಲಿ ಸ್ಥಿರ ಘರ್ಷಣೆ ಇತ್ತು. ಪೈಪ್ನ ಅಕ್ಷೀಯ ದಿಕ್ಕಿನಲ್ಲಿ ಪಟ್ಟಿ ಮಾಡಲಾದ ಪರೀಕ್ಷಾ ಬಲಕ್ಕೆ (F) ಒಳಪಟ್ಟಾಗ ಕ್ಲ್ಯಾಂಪ್ನೊಳಗಿನ ಪೈಪ್ ಜಾರುವುದಿಲ್ಲ.
ಬೆಳಕಿನ ಸರಣಿ |
ಗಾತ್ರ ಸರಣಿ | ಬೋಲ್ಟ್ಗಳನ್ನು ಸರಿಪಡಿಸುವುದು ಜಿಬಿ5782-86 | ಪಾಲಿಪ್ರೊಪಿಲೀನ್ | ನೈಲಾನ್ 6 |
ಬೋಲ್ಟ್ ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ (Nm) | ಪೈಪ್ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಫೋರ್ಸ್ F(KN)) | ಬೋಲ್ಟ್ ಬಿಗಿಗೊಳಿಸುವ ಟಾರ್ಕ್ (Nm)m) | ಪೈಪ್ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲ ಎಫ್(ಕೆಎನ್) |
0 | ಎಂ 6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | ೧.೧ | 10 | 0.7 |
2 | 8 | ೧.೩ | 10 | 0.8 |
3 | 8 | ೧.೪ | 10 | ೧.೬ |
4 | 8 | ೧.೫ | 10 | ೧.೭ |
5 | 8 | ೧.೯ | 10 | ೨.೦ |
6 | | ೨.೦ | 10 | ೨.೫ |