







01
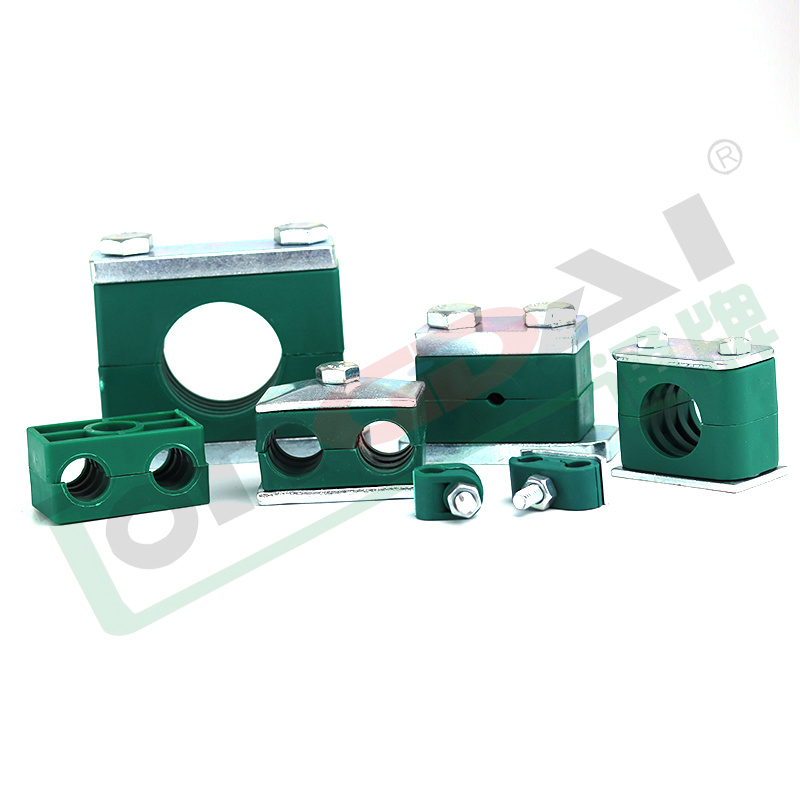




Mga Tube Clamp
MGA KATANGIAN NG MATERYAL
| Mga Katangian | Polypropylene(PP) | Polyamide 6(PA 6) | Isang luminium |
| Densidad | 0.906 g/cm² | 1.12-1.15 g/cm² | 2.65 g/cm² |
| Flexural Deflection | 36N/mm² | 130---200N/mm² | 70N/mm² |
| Paglaban sa Epekto | walang pahinga | walang pahinga | |
| Lakas ng Compressive | 90N/mm² | 120N/mm² | HBS00-60N/mm²² |
| Modulus ng Pagkalastiko | 1500N/mm² | 3000N/mm² | 70.000N/mm²² |
| Lakas ng makunat | 25-35N/mm² | 80-90N/mm² | 180N/m㎡ |
| Temp.Resistance | -30+90%C | 40-+120C | 300 ℃ |
| Kulay | berde | itim |
ORDER CODE
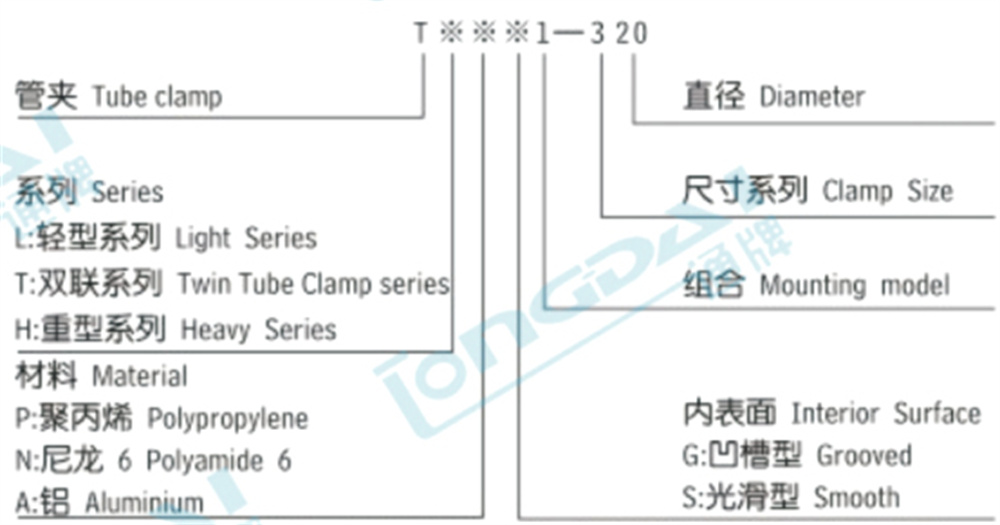
Ang mga order code para sa mga solong bahagi at accessories ay may sistema ng yunit para sa lahat ng serye, na nag-iiba lamang sa code ng serye.
INIREREKOMENDA ANG MGA DISTANSIYA PARA SA PAG-INSTALL NG CLAMP
Tube od | Mga distansya ng mga clamp |
6-14 | 0.9 |
15-22 | 1.2 |
23-28 | 1.5 |
30-38 | 2 |
40-48.3 | 2.5 |
50-57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7 |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406 | 7.5 |
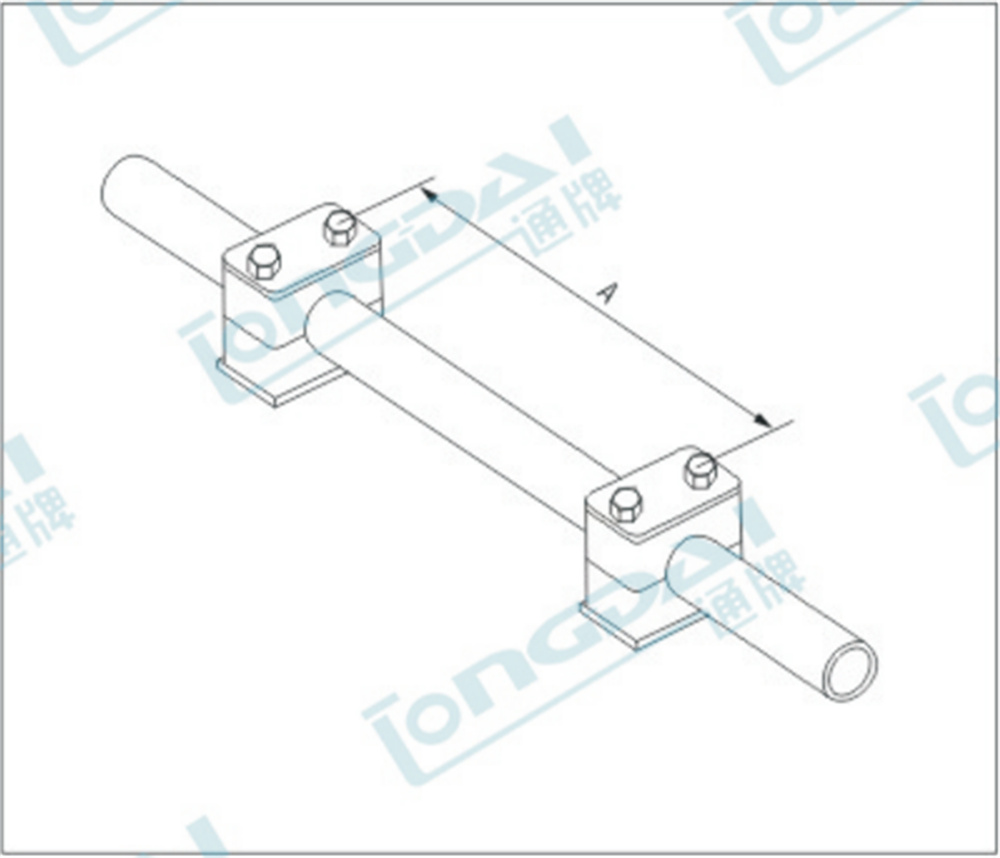
Kapag ang isang siko o liko ay suportahan ng mga clamp, ang mga clamp ay dapat na nakaposisyon nang mas malapit hangga't maaari sa bawat panig ng liko.
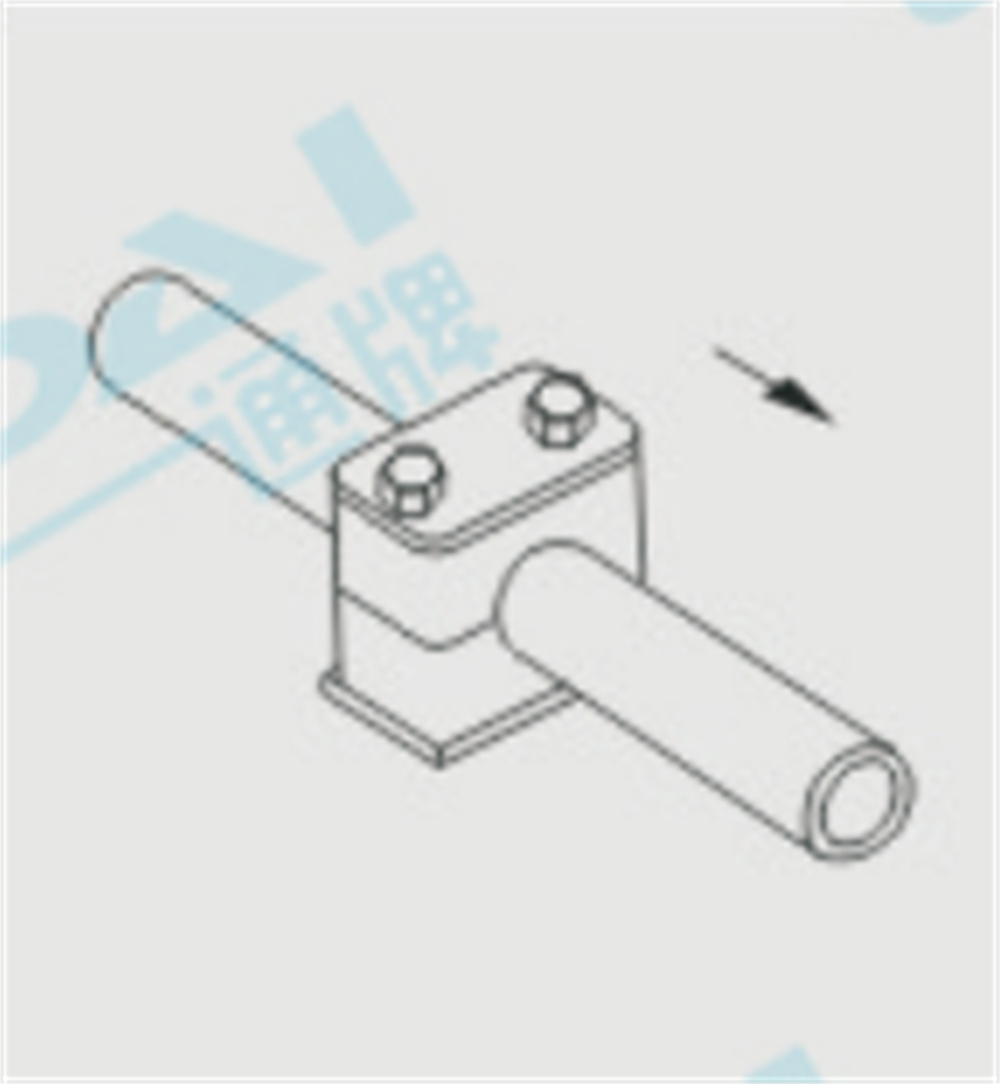
TAGUBILIN SA PAGTIBOL
Pag-assemble sa mga metal welding plates I-weld ang mga metal welding plate sa isang weight adjusted base. I-clip ang mas mababang kalahati ng clamp sa welding plate at ipasok ang tubo; pagkatapos ay magdagdag ng pangalawang clamp-kalahati at higpitan gamit ang mga turnilyo na ibinigay. HUWAG magwelding gamit ang plastic clamp sa posisyon! Mag-assemble sa mga rail-support Ang mga rail-support ay maaaring
i-welded ng screwed on gamit ang isang fastening bracket. Ipasok ang mga rail nuts sa rail at lumiko hanggang sa maabot nito. (Tiyaking tama ang spacing). Wedge sa lower clamp-half, ipasok ang tube, magdagdag ng pangalawang clamp-half at higpitan gamit ang mga turnilyo na ibinigay.
Pagpupulong ng konstruksiyon
Weld sa welding plate o rail support, o turnilyo gamit ang fixing bracket. Wedge sa lower clamp-half, ipasok ang tube, idagdag ang upper clamp-half at higpitan gamit ang fixing screws.(Fixing screw to jut out.)Sa pamamagitan ng paglalagay ng locking plate sa itaas na kalahati ng clamp, pinipigilan ang fixing screw sa pag-twist. Pagkatapos ay i-mount ang pangalawang tube clamp sa eksaktong parehong paraan.
Pagpupulong ng mga baluktot na tubo
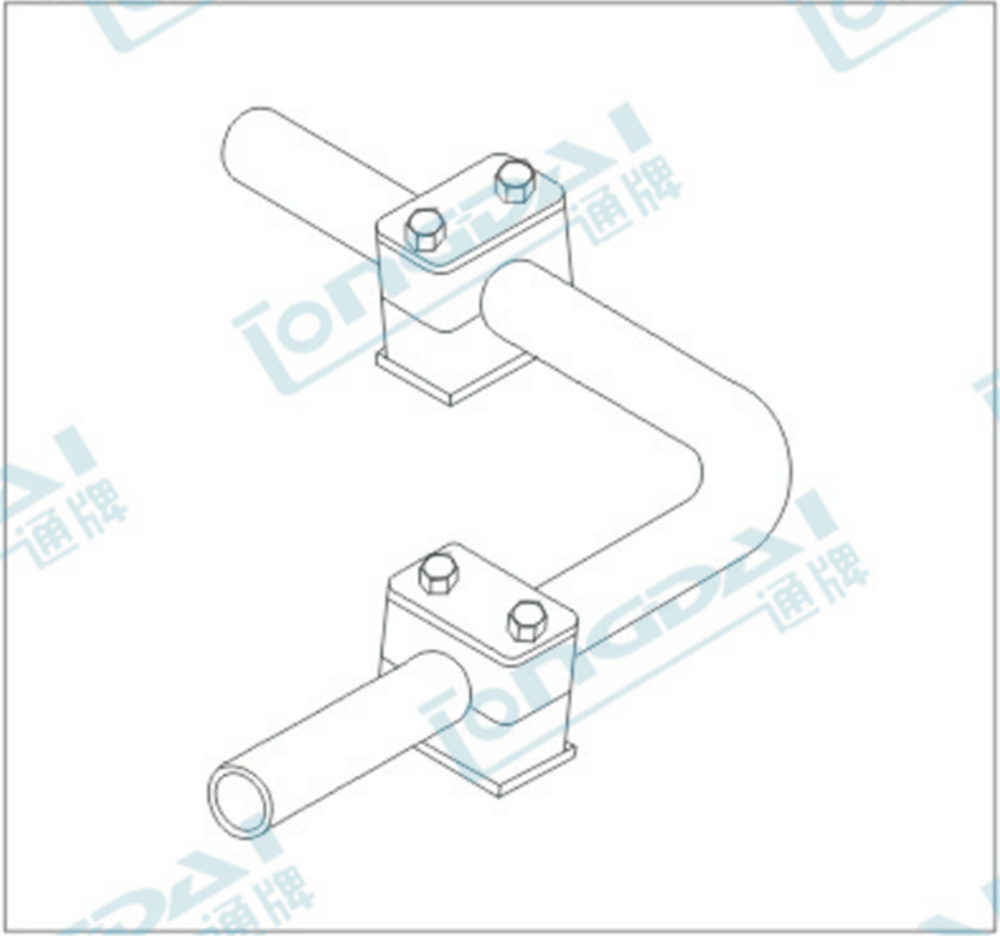
Kapag nag-assemble ng siko, dapat itong ayusin nang direkta gamit ang mahusay na mga clamp ng pipe sa harap at likuran ng siko. Inirerekomenda na ang mga naturang punto ng suporta ay dapat nasa mga nakapirming posisyon.
Tightening torque ng bolts at axial clamping force sa pipe
Ang clamping force ng shaft sa pipe (ayon sa DIN 3015 part 10) ay isang average na halaga, na kinakalkula mula sa mga halaga ng 3 mga pagsubok. Sa panahon ng pagsubok, ginamit ang isang St37 steel pipe ayon sa DIN 2448. Ang temperatura ay 23C at mayroong static friction sa pipe. Ang tubo sa loob ng clamp ay hindi dudulas kapag sumailalim sa isang nakalistang puwersa ng pagsubok (F) sa direksyon ng ehe ng tubo.
Banayad na serye | |||||
Serye ng laki | Pag-aayos ng bolts GB5782-86 | Polypropylene | Naylon 6 | ||
Bolt tightening torque (Nm) | Pipe clamping force F(KN)) | Bolt tightening torque (Nm)m) | Pipe clamping force F(KN) | ||
0 | M6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | 1.1 | 10 | 0.7 | |
2 | 8 | 1.3 | 10 | 0.8 | |
3 | 8 | 1.4 | 10 | 1.6 | |
4 | 8 | 1.5 | 10 | 1.7 | |
5 | 8 | 1.9 | 10 | 2.0 | |
6 |
| 2.0 | 10 | 2.5 | |
