







০১
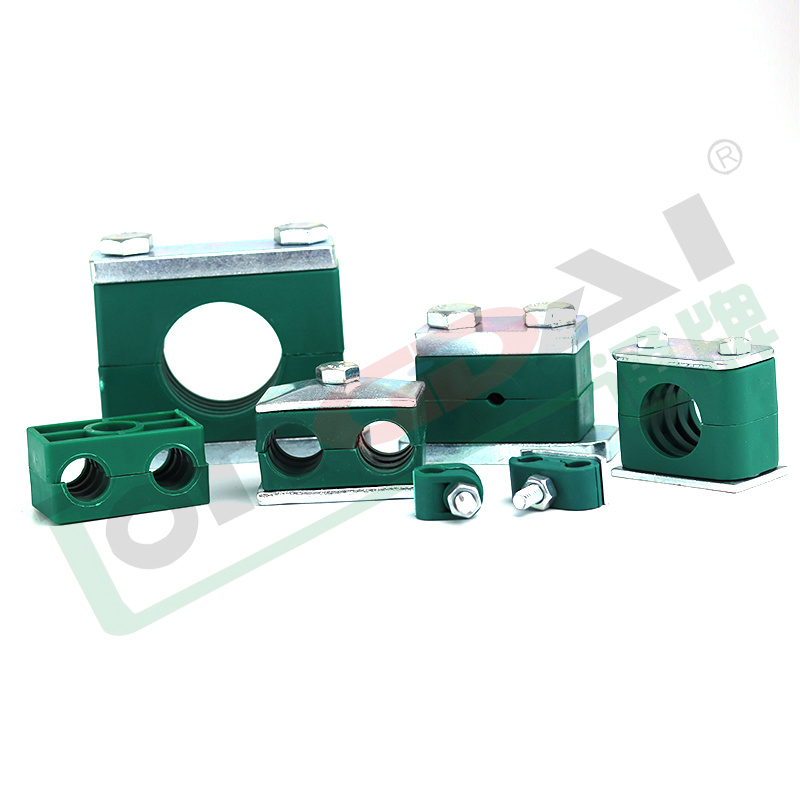




টিউব ক্ল্যাম্পস
উপাদান বৈশিষ্ট্য
| বৈশিষ্ট্য | পলিপ্রোপিলিন (পিপি) | পলিঅ্যামাইড ৬(পিএ ৬) | একটি লুমিনিয়াম |
| ঘনত্ব | ০.৯০৬ গ্রাম/সেমি² | ১.১২-১.১৫ গ্রাম/সেমি² | ২.৬৫ গ্রাম/সেমি² |
| নমনীয় প্রতিবিম্বন | ৩৬ নট/মিমি² | ১৩০---২০০ নট/মিমি² | ৭০ নট/মিমি² |
| প্রভাব প্রতিরোধ | বিরতি নেই | বিরতি নেই | |
| সংকোচনশীল শক্তি | ৯০ নট/মিমি² | ১২০ নট/মিমি² | এইচবিএস০০-৬০এন/মিমি²² |
| এর মডুলাস স্থিতিস্থাপকতা | ১৫০০ নট/মিমি² | ৩০০০ নট/মিমি² | ৭০.০০০ নট/মিমি²² |
| প্রসার্য শক্তি | ২৫-৩৫ নট/মিমি² | ৮০-৯০ নট/মিমি² | ১৮০ নট/মিটার㎡ |
| তাপমাত্রা প্রতিরোধ | -৩০+৯০% সেলসিয়াস | ৪০-+১২০সে | ৩০০ ℃ |
| রঙ | সবুজ | কালো |
অর্ডার কোড
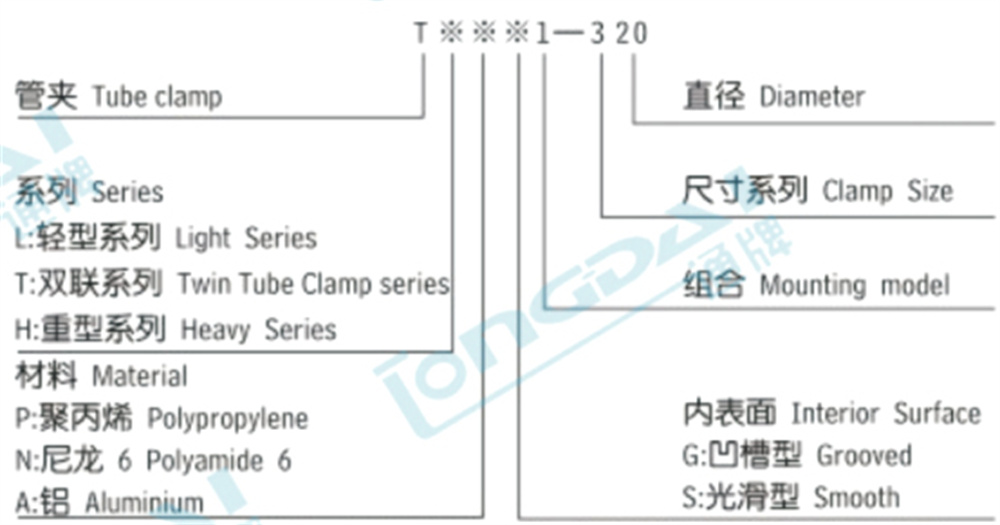
একক যন্ত্রাংশ এবং আনুষাঙ্গিকগুলির অর্ডার কোডগুলিতে সমস্ত সিরিজের জন্য একটি ইউনিট সিস্টেম থাকে, যা কেবল সিরিজ কোডে পরিবর্তিত হয়।
ক্ল্যাম্প স্থাপনের জন্য প্রস্তাবিত দূরত্ব
টিউব ওডি | ক্ল্যাম্পের দূরত্ব |
৬-১৪ | ০.৯ |
১৫-২২ | ১.২ |
২৩-২৮ | ১.৫ |
৩০-৩৮ | ২ |
৪০-৪৮.৩ | ২.৫ |
৫০-৫৭ | ৩ |
৬০.৩-৭০ | ৩.৪ |
৭৩-৮৮.৯ | ৩.৭ |
90-108 এর বিবরণ | ৪ |
১১৪.৩-১৩৩ | ৪.৩ |
১৪০-১৬৫.১ | ৫ |
১৬৮.৩-২২০ | ৫.৫ |
২১৯.১-৩২৩.৯ | ৬.৫ |
৩৫৬-৪০৬ | ৭.৫ |
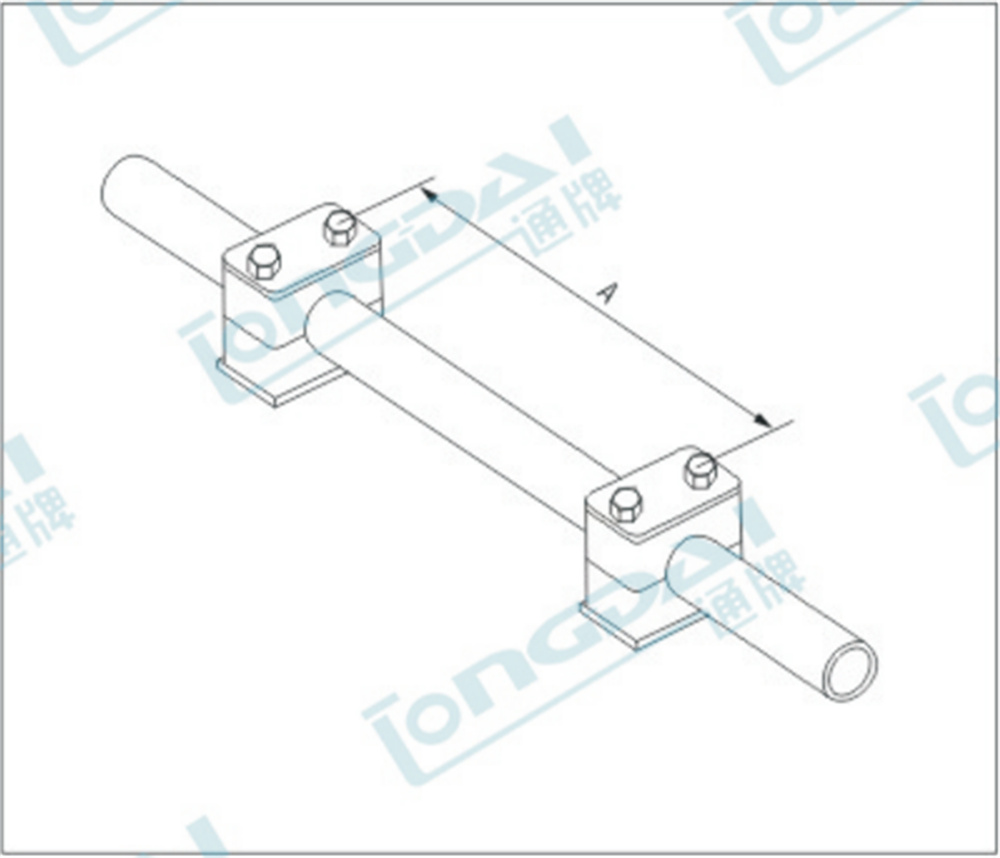
যখন কনুই বা বাঁককে ক্ল্যাম্প দিয়ে সাপোর্ট করতে হবে, তখন ক্ল্যাম্পগুলিকে বাঁকের প্রতিটি পাশে যতটা সম্ভব কাছাকাছি রাখতে হবে।
সমাবেশের নির্দেশনা
ধাতব ওয়েল্ডিং প্লেটে অ্যাসেম্বলি ধাতব ওয়েল্ডিং প্লেটগুলিকে ওজন সামঞ্জস্যপূর্ণ বেসে ওয়েল্ড করুন। ক্ল্যাম্পের নিচের অর্ধেকটি ওয়েল্ডিং প্লেটে ক্লিপ করুন এবং টিউব ঢোকান; তারপর দ্বিতীয় ক্ল্যাম্প-অর্ধেক যোগ করুন এবং প্রদত্ত স্ক্রু দিয়ে শক্ত করুন। প্লাস্টিকের ক্ল্যাম্প দিয়ে ওয়েল্ডিং করবেন না! রেল-সাপোর্টে অ্যাসেম্বলি রেল-সাপোর্ট করতে পারে
ঝালাই করে একটি বন্ধনী দিয়ে স্ক্রু করে লাগাতে হবে। রেলের মধ্যে রেল নাট ঢোকান এবং যতদূর সম্ভব ঘুরিয়ে দিন। (স্পেসিং সঠিক আছে কিনা তা নিশ্চিত করুন)। নিচের ক্ল্যাম্প-অর্ধে ওয়েজ করুন, টিউব ঢোকান, দ্বিতীয় ক্ল্যাম্প-অর্ধ যোগ করুন এবং প্রদত্ত স্ক্রু দিয়ে শক্ত করুন।
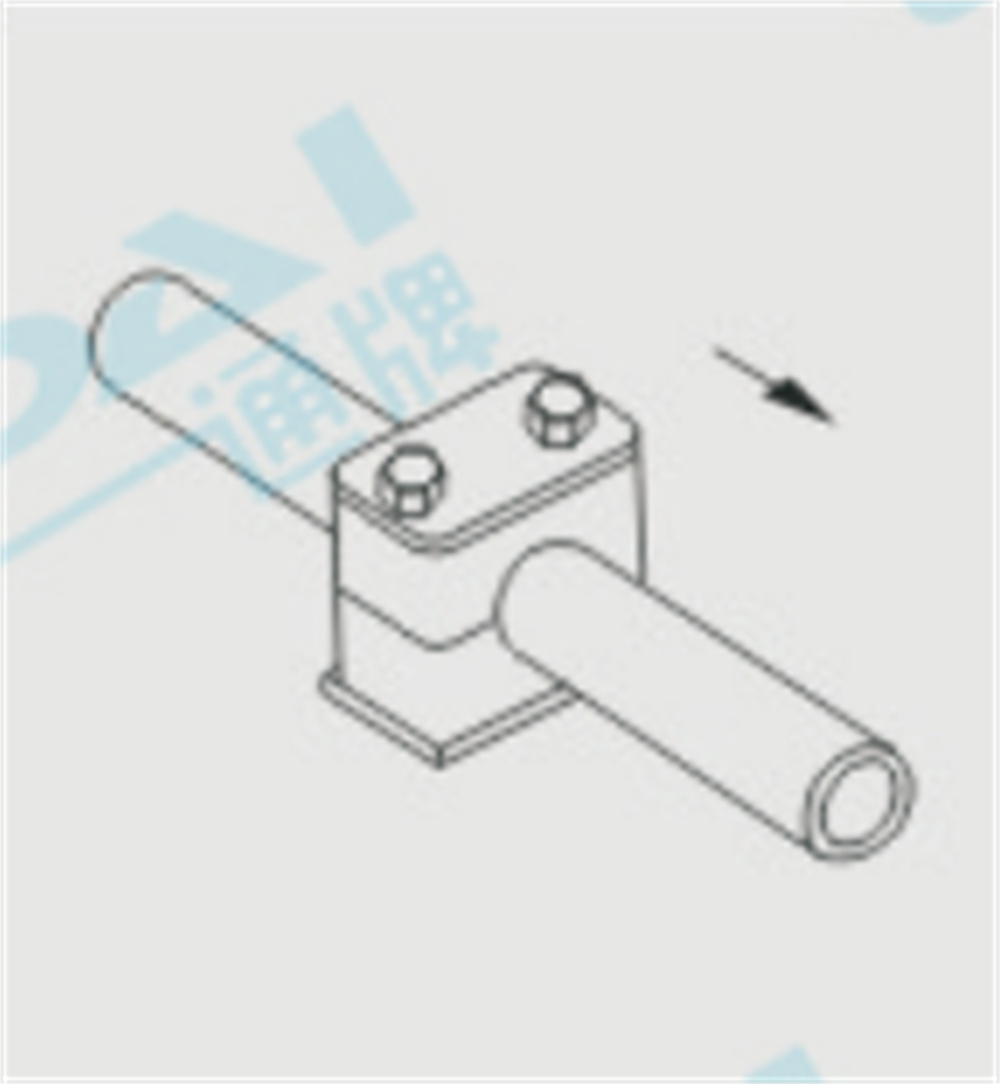
নির্মাণ সমাবেশ
ওয়েল্ডিং প্লেট বা রেল সাপোর্টে ওয়েল্ড করুন, অথবা ফিক্সিং ব্র্যাকেট দিয়ে স্ক্রু করুন। নিচের ক্ল্যাম্প-হাফের উপর ওয়েজ করুন, টিউব ঢোকান, উপরের ক্ল্যাম্প-হাফ যোগ করুন এবং ফিক্সিং স্ক্রু দিয়ে শক্ত করুন। (ফিক্সিং স্ক্রুটি বেরিয়ে যাওয়ার জন্য।) ক্ল্যাম্পের উপরের অর্ধেকের সাথে একটি লকিং প্লেট লাগিয়ে, ফিক্সিং স্ক্রুটি মোচড়ানো থেকে রক্ষা করা হয়। তারপর ঠিক একইভাবে দ্বিতীয় টিউব ক্ল্যাম্পটি মাউন্ট করুন।
বাঁকানো পাইপগুলির সমাবেশ
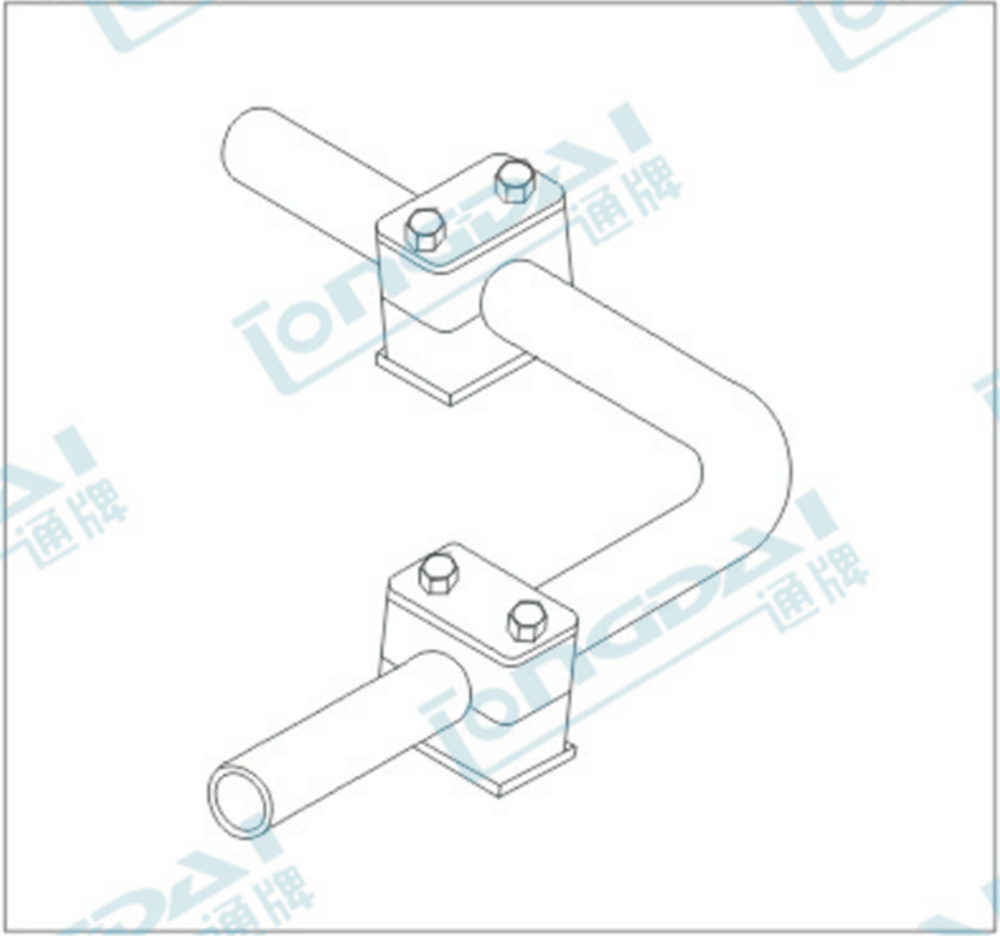
কনুইটি একত্রিত করার সময়, কনুইয়ের সামনে এবং পিছনে দক্ষ পাইপ ক্ল্যাম্প দিয়ে এটি সরাসরি ঠিক করা উচিত। এই ধরনের সাপোর্ট পয়েন্টগুলি স্থির অবস্থানে থাকা বাঞ্ছনীয়।
পাইপের উপর বোল্টের টাইটিং টর্ক এবং অক্ষীয় ক্ল্যাম্পিং বল
পাইপের উপর শ্যাফটের ক্ল্যাম্পিং বল (DIN 3015 অংশ 10 অনুসারে) একটি গড় মান, যা 3টি পরীক্ষার মান থেকে গণনা করা হয়। পরীক্ষার সময়, DIN 2448 অনুসারে একটি St37 স্টিলের পাইপ ব্যবহার করা হয়েছিল। তাপমাত্রা ছিল 23C এবং পাইপে স্থির ঘর্ষণ ছিল। পাইপের অক্ষীয় দিকে তালিকাভুক্ত পরীক্ষা বল (F) প্রয়োগ করা হলে ক্ল্যাম্পের মধ্যে থাকা পাইপটি পিছলে যাবে না।
হালকা সিরিজ | |||||
আকার সিরিজ | বল্টু ঠিক করা GB5782-86 সম্পর্কে | পলিপ্রোপিলিন | নাইলন ৬ | ||
বোল্ট টাইটনিং টর্ক (Nm) | পাইপ ক্ল্যাম্পিং বল F(KN)) | বোল্ট টাইটনিং টর্ক (Nm)m) | পাইপ ক্ল্যাম্পিং বল এফ (কেএন) | ||
0 | এম৬ | ৮ | ০.৬ | ১০ | ০.৬ |
১ | ৮ | ১.১ | ১০ | ০.৭ | |
২ | ৮ | ১.৩ | ১০ | ০.৮ | |
৩ | ৮ | ১.৪ | ১০ | ১.৬ | |
৪ | ৮ | ১.৫ | ১০ | ১.৭ | |
৫ | ৮ | ১.৯ | ১০ | ২.০ | |
৬ |
| ২.০ | ১০ | ২.৫ | |
