







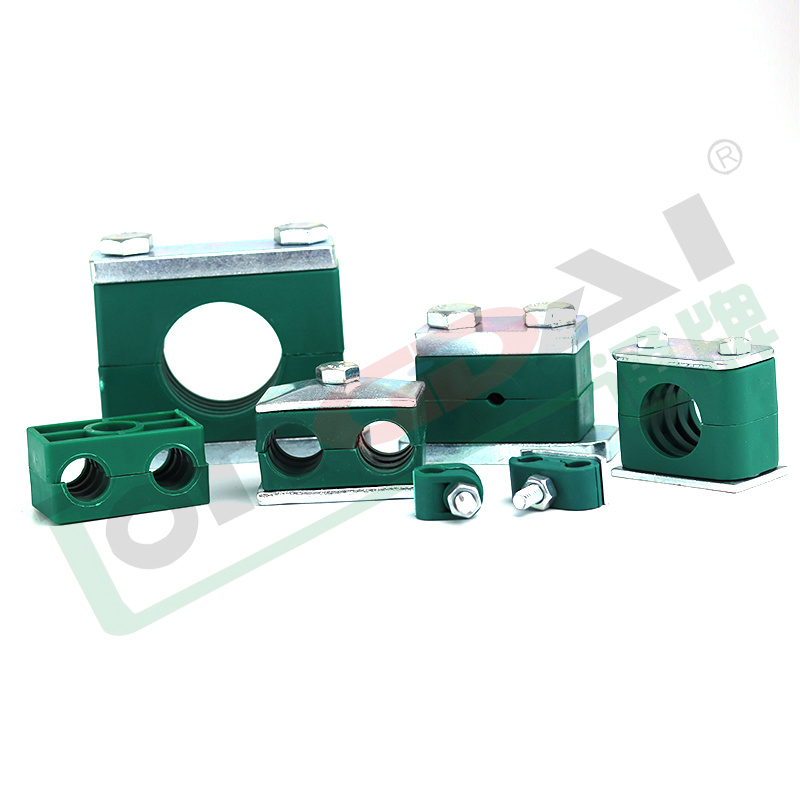




チューブクランプ
材料特性
| プロパティ | ポリプロピレン(PP) | ポリアミド6(PA 6) | アルミニウム |
| 密度 | 0.906 g/cm² | 1.12~1.15 g/cm² | 2.65 g/cm² |
| 曲げたわみ | 36N/mm² | 130---200N/mm² | 70N/mm² |
| 耐衝撃性 | 休憩なし | 休憩なし | |
| 圧縮強度 | 90N/mm² | 120N/mm² | HBS00-60N/mm²² |
| 係数 弾性 | 1500N/mm² | 3000N/mm² | 70.000N/mm²² |
| 抗張力 | 25~35N/mm² | 80~90N/mm² | 180N/m㎡ |
| 温度抵抗 | -30+90%C | 40~120℃ | 300℃ |
| 色 | 緑 | 黒 |
注文コード
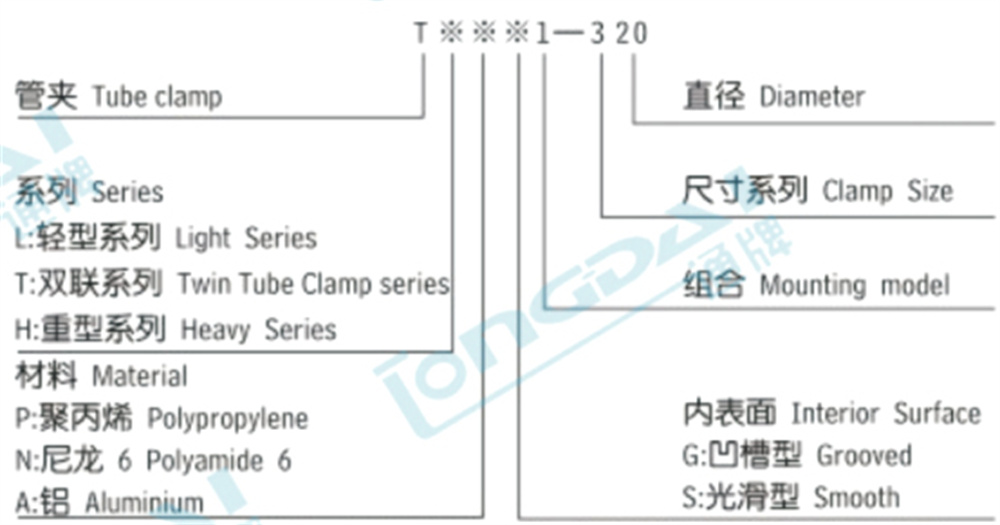
単一部品および付属品の注文コードには、シリーズ コードのみが変化する単位系が全シリーズに存在します。
クランプ設置の推奨距離
チューブ外径 | クランプの距離 |
6-14 | 0.9 |
15-22 | 1.2 |
23-28 | 1.5 |
30~38歳 | 2 |
40~48.3 | 2.5 |
50~57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7 |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406 | 7.5 |
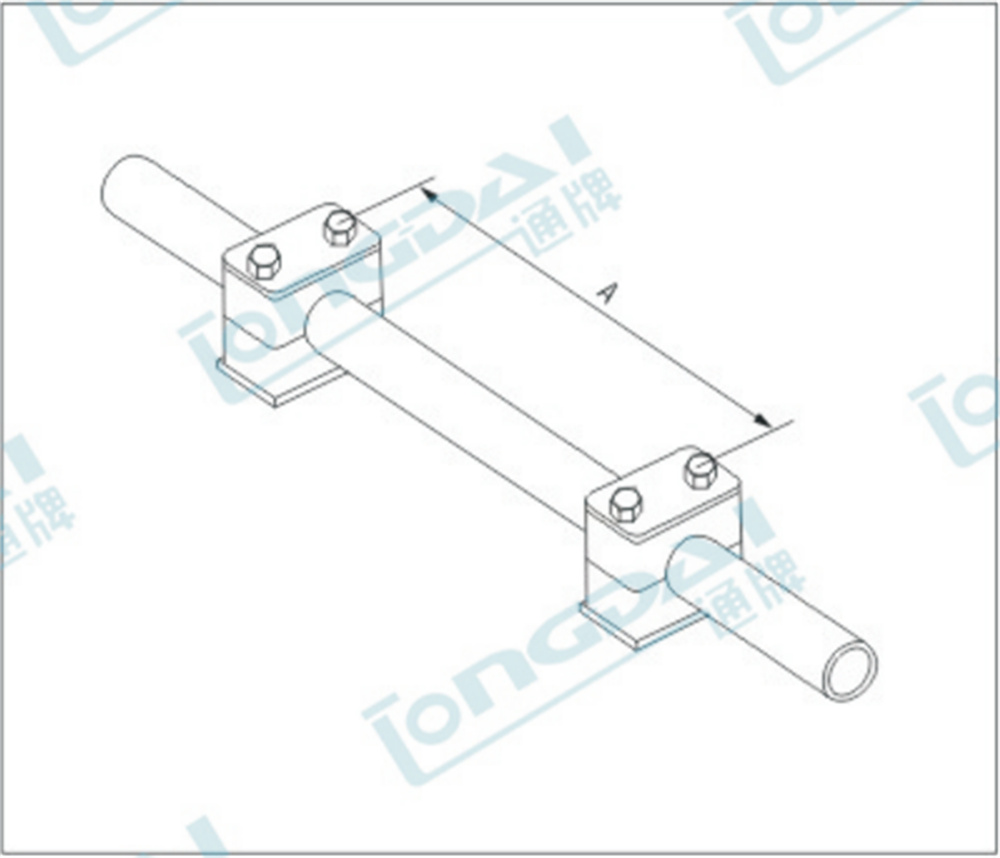
エルボまたは曲げをクランプでサポートする場合、クランプは曲げの両側にできるだけ近づけて配置する必要があります。
組み立て説明書
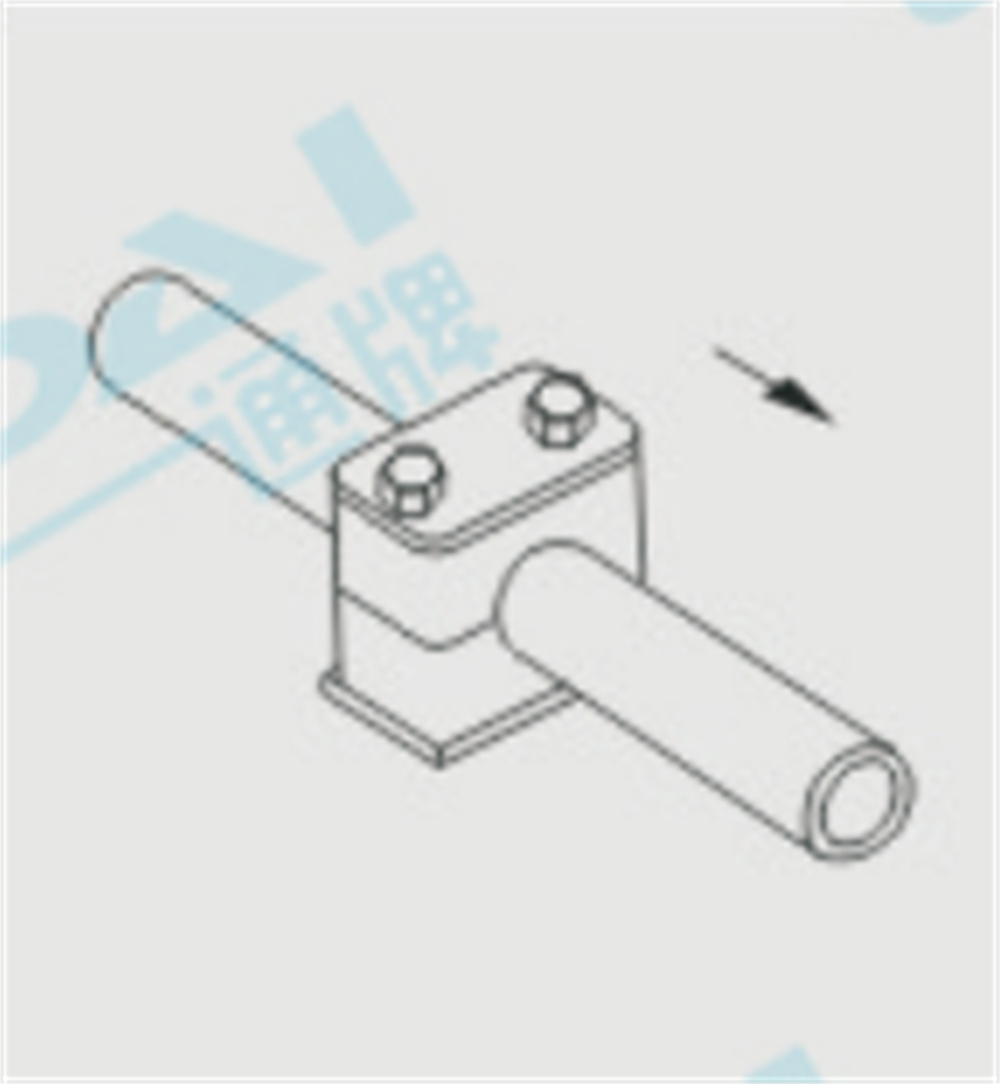
金属溶接プレートへの組み立て 重量調整されたベースに金属溶接プレートを溶接します。クランプの下半分を溶接プレートにクリップし、チューブを挿入します。次に、2番目のクランプ半分を追加し、付属のネジで締めます。プラスチッククランプを所定の位置に置いたまま溶接しないでください。レールサポートへの組み立て レールサポートは
固定ブラケットで溶接またはねじ止めします。レールナットをレールに挿入し、最後まで回します(間隔が適切であることを確認してください)。下部のクランプ部分をくさびで固定し、チューブを挿入し、もう一方のクランプ部分を追加して付属のネジで締めます。
建設組立
溶接プレートまたはレール支持部を溶接するか、固定ブラケットでねじ止めします。下側のクランプをくさびで固定し、チューブを挿入した後、上側のクランプを追加して固定ネジで締め付けます。(固定ネジは突き出すように設置してください。)クランプの上側にロックプレートを取り付けることで、固定ネジのねじれを防止します。次に、2つ目のチューブクランプを全く同じ方法で取り付けます。
曲げパイプの組み立て
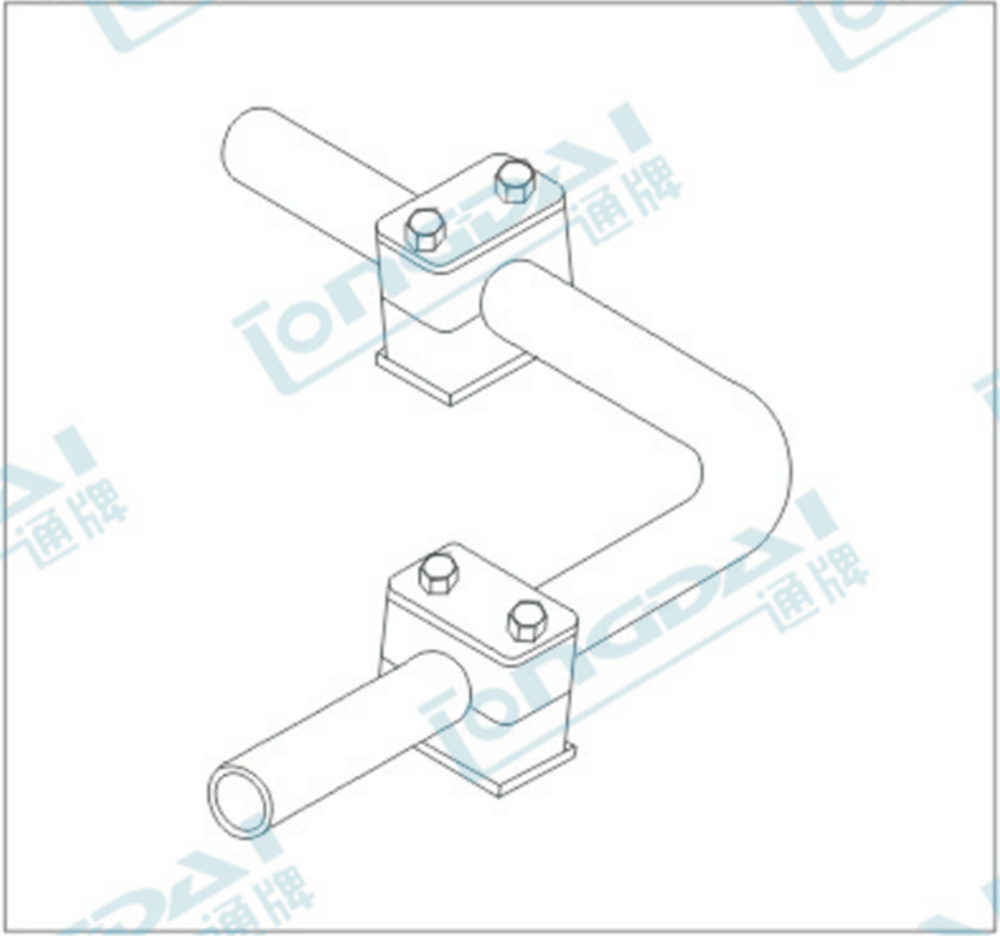
エルボを組み立てる際は、エルボの前後を適切なパイプクランプで直接固定する必要があります。これらの支持点は固定位置にすることをお勧めします。
ボルトの締め付けトルクとパイプの軸方向の締め付け力
シャフトのパイプに対するクランプ力(DIN 3015 パート10準拠)は、3回の試験結果から算出された平均値です。試験には、DIN 2448準拠のSt37鋼管を使用しました。温度は23℃で、パイプには静摩擦が発生していました。クランプ内のパイプは、規定の試験力(F)をパイプの軸方向に加えた場合でも滑りません。
ライトシリーズ | |||||
サイズシリーズ | 固定ボルト GB5782-86 | ポリプロピレン | ナイロン6 | ||
ボルト締め付けトルク(Nm) | パイプ締め付け力 F(KN)) | ボルト締め付けトルク(Nm)m) | パイプクランプ力 F(KN) | ||
0 | M6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | 1.1 | 10 | 0.7 | |
2 | 8 | 1.3 | 10 | 0.8 | |
3 | 8 | 1.4 | 10 | 1.6 | |
4 | 8 | 1.5 | 10 | 1.7 | |
5 | 8 | 1.9 | 10 | 2.0 | |
6 |
| 2.0 | 10 | 2.5 | |
