







01
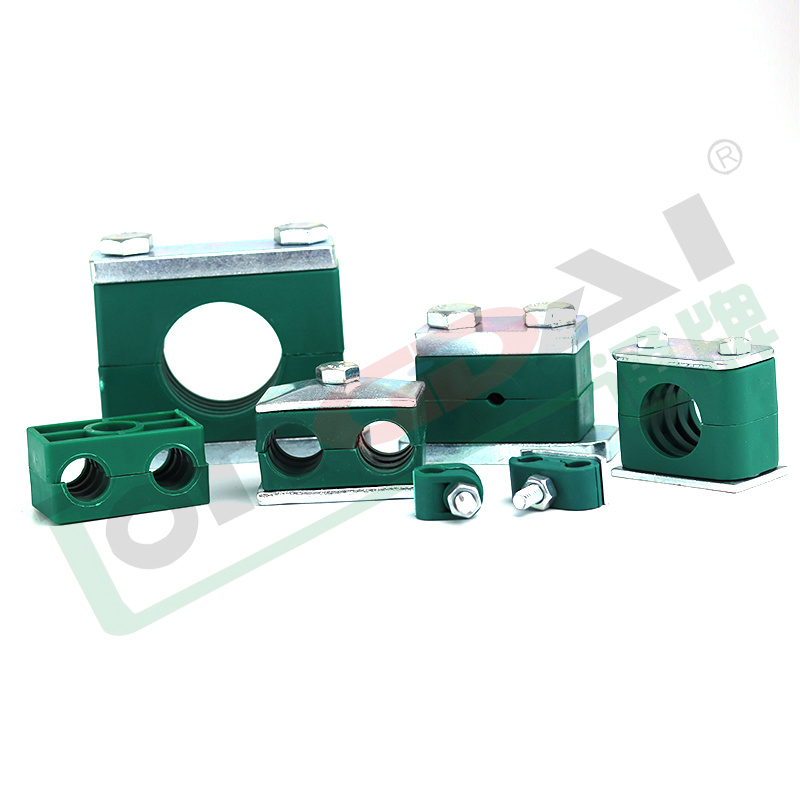




Tube Clamps
TAYBETÊN MADÊ
| Taybetmendiyên | Polîpropîlen (PP) | Polyamîd 6 (PA 6) | A luminium |
| Density | 0,906 g/cm² | 1,12-1,15 g/cm² | 2,65 g/cm² |
| Flexural Delection | 36N/mm² | 130---200N/mm² | 70N/mm² |
| Berxwedana Bandorê | no break | no break | |
| Hêza Pêkêşî | 90N/mm² | 120N/mm² | HBS00-60N/mm²² |
| Modula ji Elasticity | 1500N/mm² | 3000N/mm² | 70.000N/mm²² |
| Tensile Strength | 25-35N/mm² | 80-90N/mm² | 180N/m㎡ |
| Temp.Berxwedan | -30+90%C | 40-+120C | 300℃ |
| Reng | kesk | reş |
SIPER KOD
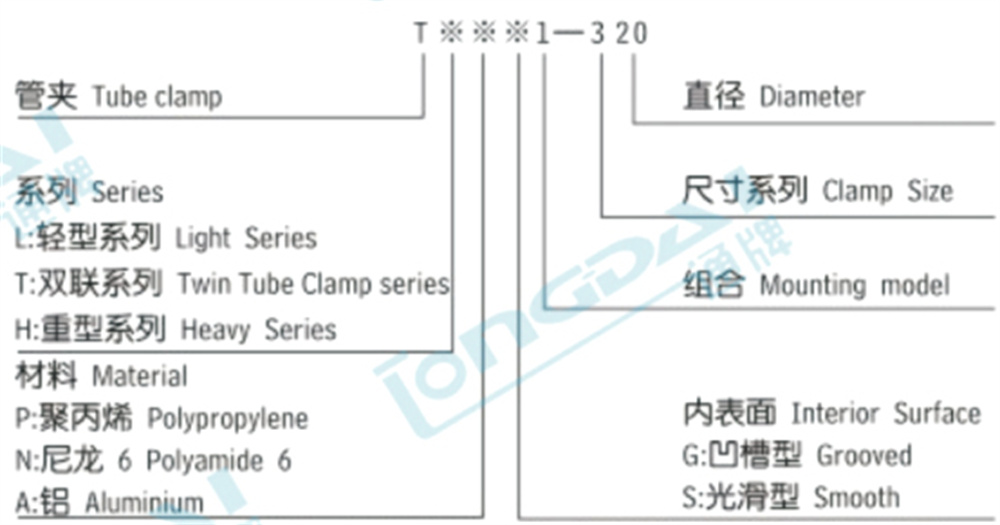
Kodên fermanê yên ji bo perçe û aksesûarên yekane ji bo hemî rêzan pergalek yekîneyê heye, ku tenê di koda rêzê de diguhere.
JI BO DAXISTINA CLAMP DISTANÊN PÊŞNÎŞANDIN
Tube od | Distans of clamps |
6-14 | 0.9 |
15-22 | 1.2 |
23-28 | 1.5 |
30-38 | 2 |
40-48.3 | 2.5 |
50-57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7 |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406 | 7.5 |
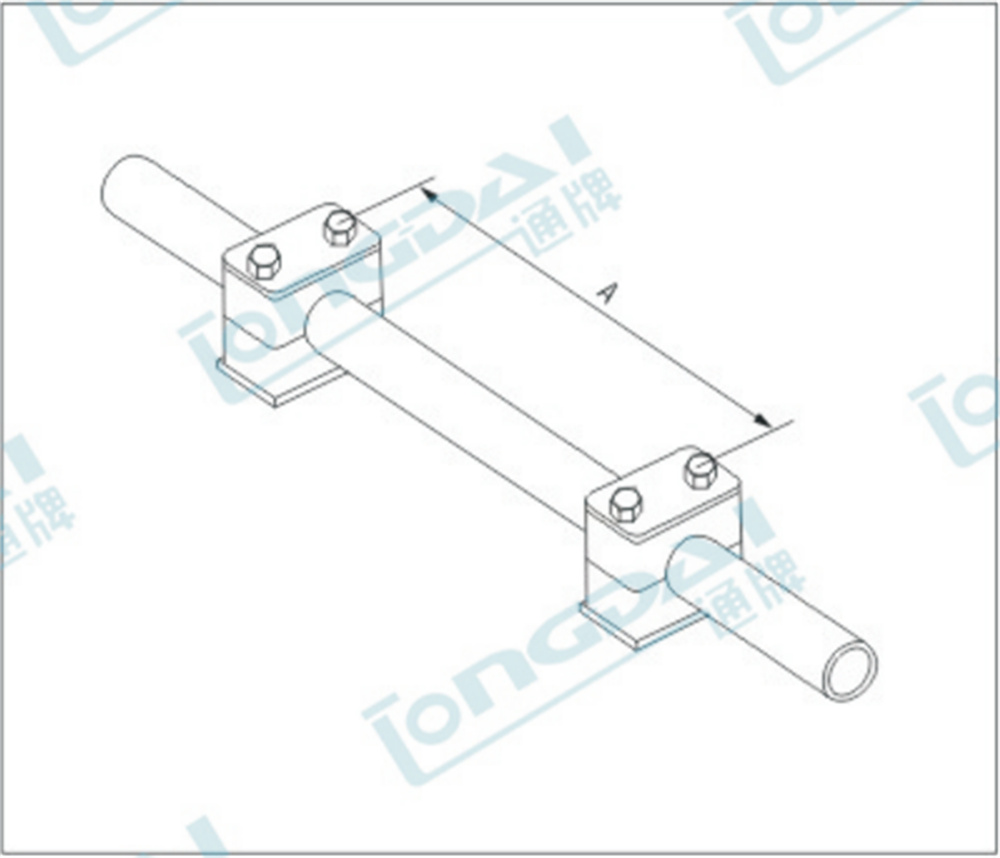
Dema ku kulmek an bendek ku bi kelemçeyan ve were piştgirî kirin, pêdivî ye ku kulm bi qasî ku gengaz be li ser her aliyekî bendikê were danîn.
TALIYA MECLÎSÊ
Civîn li ser lewheyên weldingê yên metal Welding plakaya welding metal li ser bingehek bi giranî hatî verast kirin. Nîvê jêrîn ê kilsê bixin ser plakaya weldingê û têxin lûlê; dûv re girêk-nîvê duyemîn lê zêde bikin û bi pêlên ku hatine peyda kirin hişk bikin. Bi kefenê plastîk di cihê xwe de neçin!
bi kelekek girêdayînê bi pêçayî were weld kirin. Gwîzên hesinî têxin hesinê û heta ku diçe bizivirin.(Tiştê ku ferq rast e). Li ser nîvê girêka jêrîn bixin, lûlê têxin, nîvê kefenê yê duyemîn lê zêde bikin û bi pêlên peydakirî bixin.
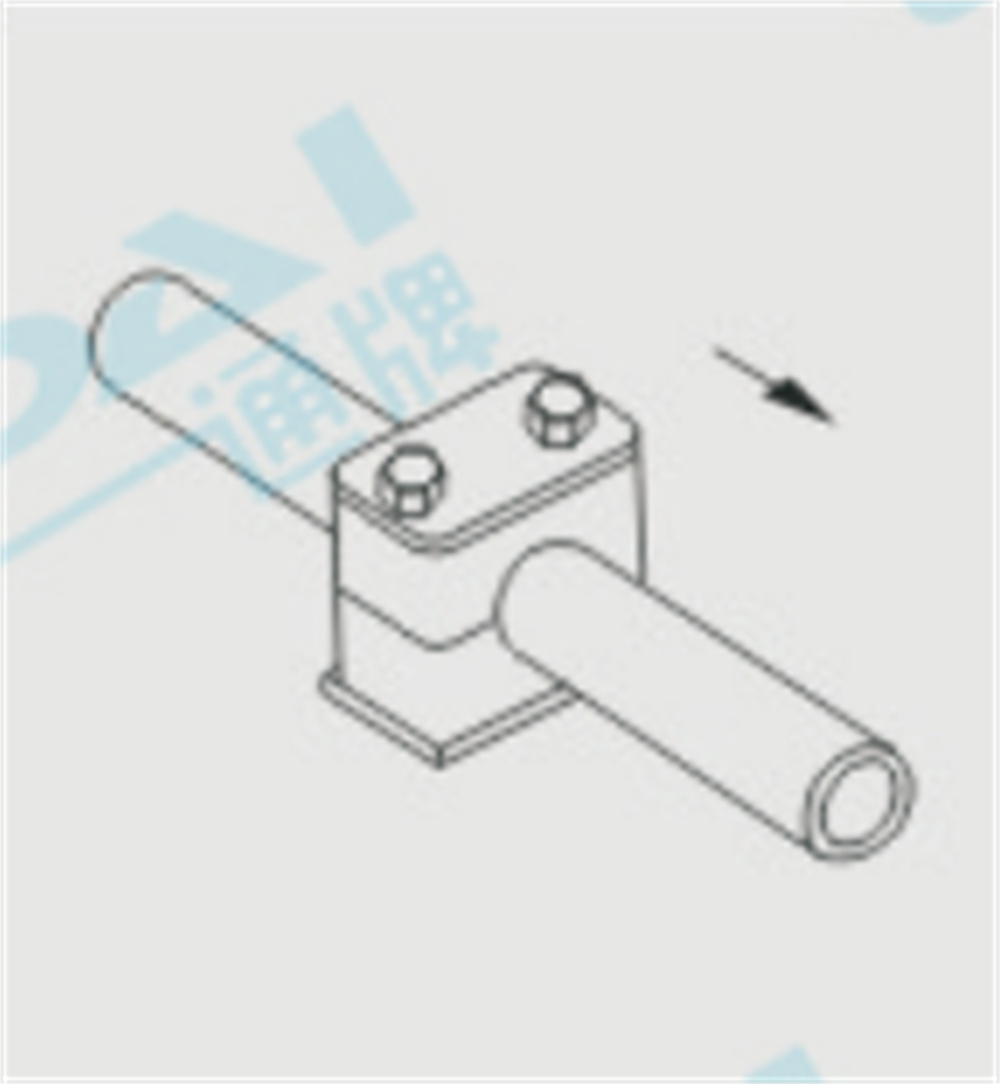
Meclîsa Avakirinê
Li ser plakaya weldingê an li pişta rêyê biçilînin, an jî bi kelekek rastkirinê pê bixin. Li ser nîvê girêka jêrîn bixin, lûleyê têxin nav, nîv-girêka jorîn lê zêde bikin û bi pêlên rastkirinê bixin. (Perça temirandinê ku derkeve derve.) Bi danîna plakaya kilîtkirinê li nîvê jorîn ê kefenê, pêla temîrkirinê ji zivirînê tê asteng kirin. Dûv re bi heman rengî kempeya lûleya duyemîn bi heman rengî girêdin.
Meclisa lûleyên bendkirî
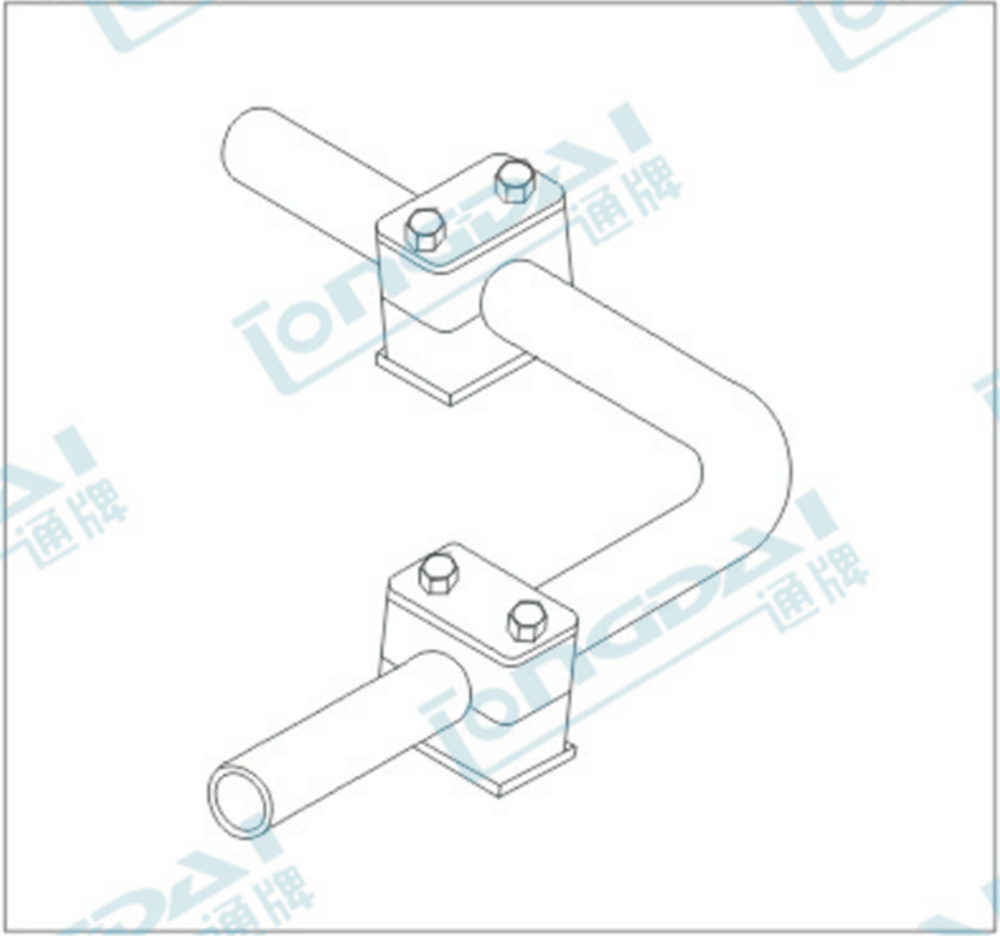
Dema komkirina çolê, pêdivî ye ku ew rasterast bi pêlên boriyê yên jêhatî li pêş û paşiya çokê were rast kirin. Tête pêşniyar kirin ku xalên piştgirî yên weha di pozîsyonên sabît de bin.
Zehfkirina torque ya pêlavan û hêza girtina aksî ya li ser boriyê
Hêza girtina şaftê ya li ser boriyê (li gorî DIN 3015 beşa 10) nirxek navîn e, ku ji nirxên 3 ceribandinan tê hesibandin. Di dema ceribandinê de, boriyek pola St37 li gorî DIN 2448 hate bikar anîn. Germahiya 23C bû û li ser boriyê xitimîna statîk hebû. Boriya di hundurê kemberê de dema ku di arasteka tîrêjê ya boriyê de di bin bandora hêzek ceribandinê ya navnîşkirî (F) de biheje.
series Light | |||||
series Size | Çêkirina pêlên GB5782-86 | Polypropylene | Naylon 6 | ||
Çirûska hişkkirina pêl (Nm) | Hêza girtina boriyê F(KN)) | Çirûska hişkkirina pêl (Nm)m) | Hêza girtina boriyan F(KN) | ||
0 | M6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | 1.1 | 10 | 0.7 | |
2 | 8 | 1.3 | 10 | 0.8 | |
3 | 8 | 1.4 | 10 | 1.6 | |
4 | 8 | 1.5 | 10 | 1.7 | |
5 | 8 | 1.9 | 10 | 2.0 | |
6 |
| 2.0 | 10 | 2.5 | |
