







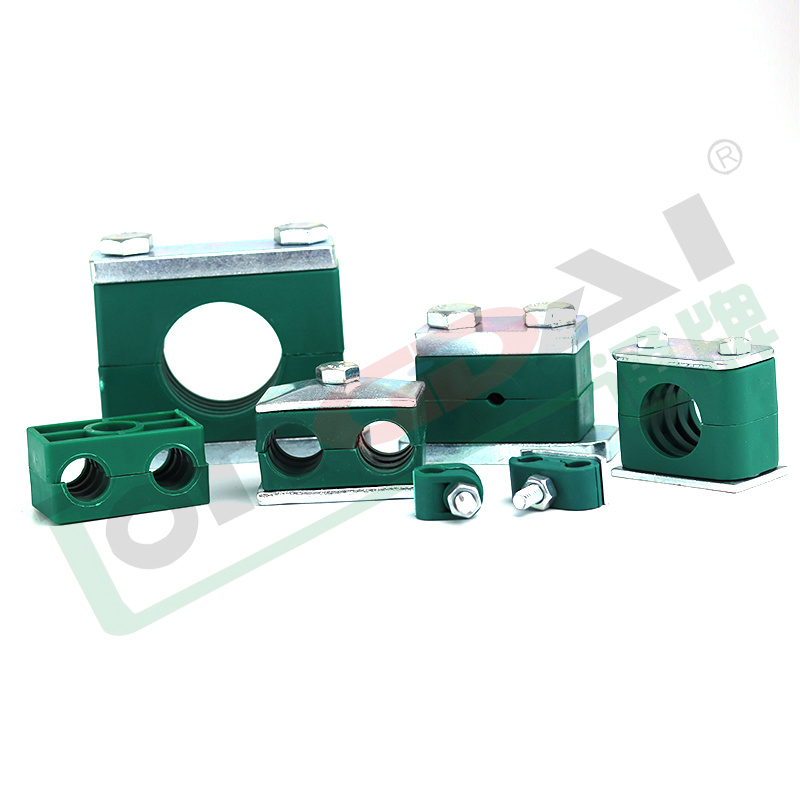




Tube Matsala
DUKIYAR KARYA
| Kayayyaki | Polypropylene (PP) | Polyamide 6 (PA 6) | Aluminium |
| Yawan yawa | 0.906 g/cm² | 1.12-1.15 g/cm² | 2.65 g/cm² |
| Juyin Juya Hali | 36N/mm² | 130---200N/mm² | 70N/mm² |
| Juriya Tasiri | babu hutu | babu hutu | |
| Ƙarfin Ƙarfi | 90N/mm² | 120N/mm² | HBS00-60N/mm²² |
| Modul na Na roba | 1500N/mm² | 3000N/mm² | 70.000N/mm²² |
| Ƙarfin Ƙarfi | 25-35N/mm² | 80-90N/mm² | 180N/m |
| Temp.Juriya | -30+90% C | 40-+120C | 300 ℃ |
| Launi | kore | baki |
CODE
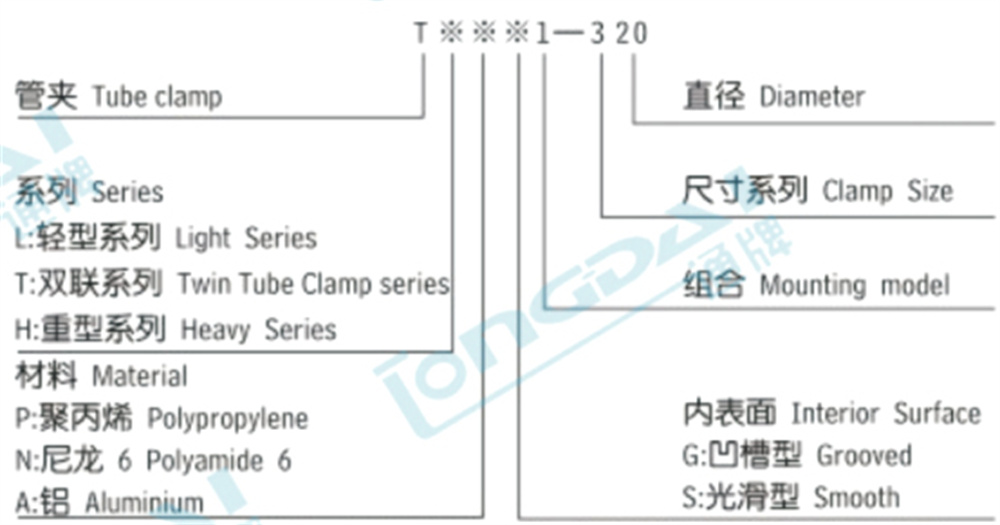
Lambobin oda don sassa guda da na'urorin haɗi suna da tsarin naúrar duk jerin, wanda kawai ya bambanta a cikin lambar jerin.
SHAWARAR NISHADANTARWA DOMIN SHIGA TSARO
Tube od | Nisa na manne |
6-14 | 0.9 |
15-22 | 1.2 |
23-28 | 1.5 |
30-38 | 2 |
40-48.3 | 2.5 |
50-57 | 3 |
60.3-70 | 3.4 |
73-88.9 | 3.7 |
90-108 | 4 |
114.3-133 | 4.3 |
140-165.1 | 5 |
168.3-220 | 5.5 |
219.1-323.9 | 6.5 |
356-406 | 7.5 |
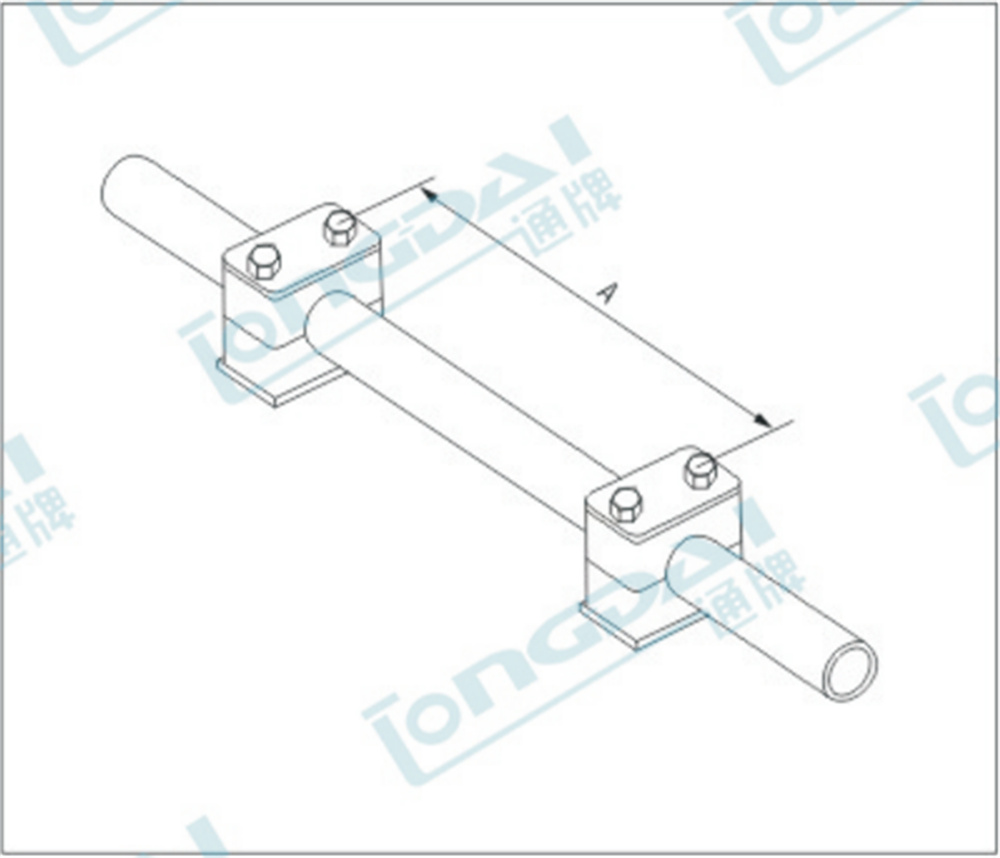
Lokacin da gwiwar hannu ko lanƙwasa don samun goyan bayan ƙuƙuman, ya kamata a sanya maƙallan a kusa da kowane gefe na lanƙwasawa.
MAJALISAR MAJALISAR
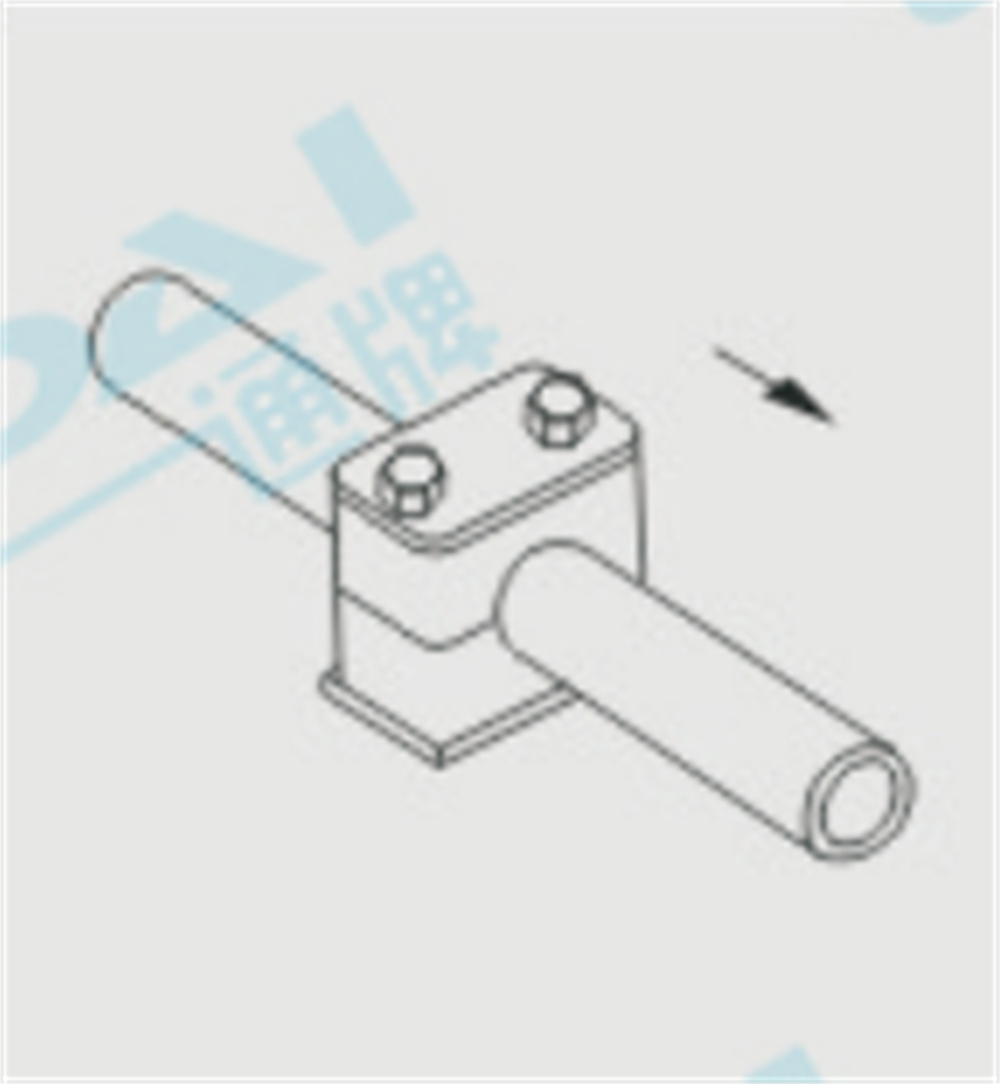
Majalisar kan zuwa faranti waldi na ƙarfe Weld karfe walda faranti a kan wani nauyi daidaita tushe.Clip ƙananan rabin manne a kan waldi farantin da saka tube; Sannan ƙara rabi na biyu kuma ku matsa tare da samar da sukurori. KAR KA welded tare da manne filastik a wuri!
a welded da dunƙule a kan tare da abin ɗaure. Saka ƙwayayen dogo a cikin dogo kuma juya har zuwa lokacin da zai tafi.(Tabbatar da cewa tazarar ta yi daidai).Wedge a kan ƙananan matse-rabin, saka bututu, ƙara matsi na biyu kuma ƙara ƙara tare da samar da sukurori.
Taron gini
Weld akan farantin walda ko goyan bayan dogo, ko dunƙule tare da madaidaicin sashi. Yanki a kan ƙananan matsi-rabin, saka bututu, ƙara babba-rabi-rabi kuma ƙara ƙarfafa tare da gyaran gyare-gyare. Sa'an nan kuma haƙa matsi na bututu na biyu daidai da wannan hanya.
Majalisar lankwasa bututu
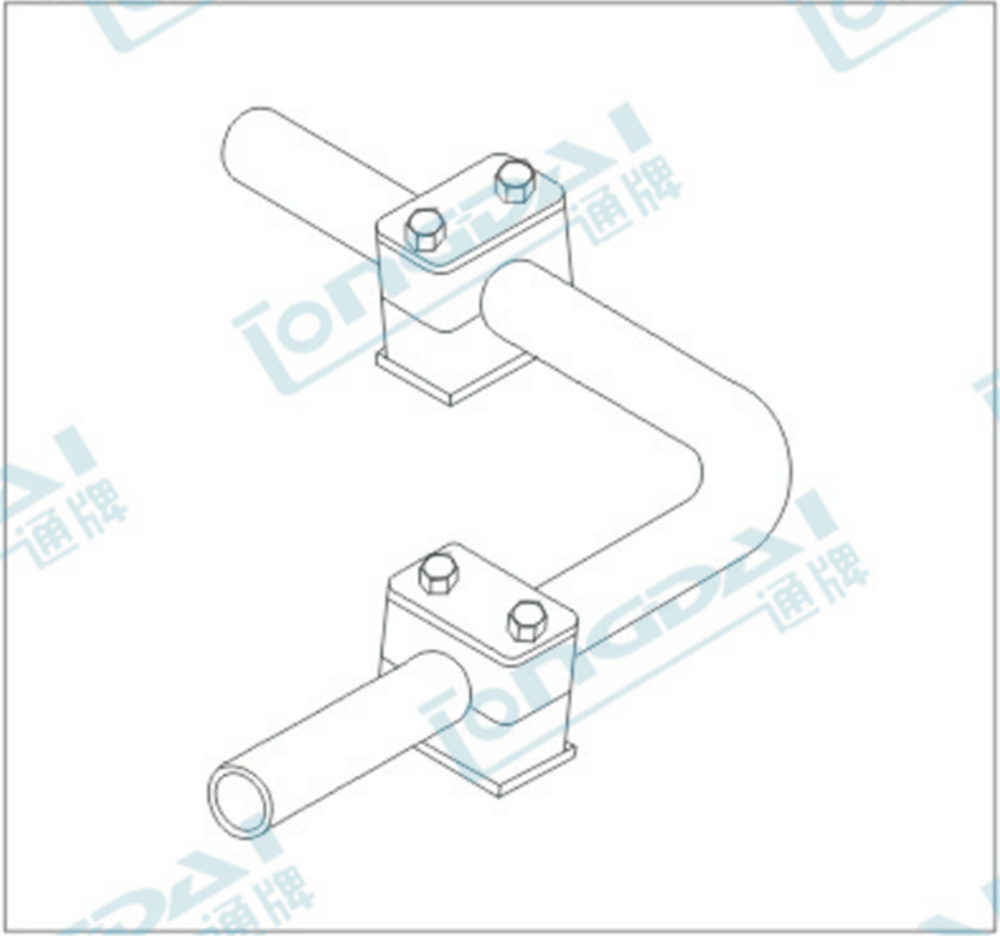
Lokacin hada gwiwar gwiwar hannu, yakamata a gyara shi kai tsaye tare da ƙwararrun matsin bututu a gaba da bayan gwiwar gwiwar hannu. Ana ba da shawarar cewa irin waɗannan wuraren tallafin ya kamata su kasance a cikin tsayayyen matsayi.
Tightening karfin juyi na kusoshi da axial clamping karfi a kan bututu
The clamping ƙarfi na shaft a kan bututu (bisa ga DIN 3015 part 10) - matsakaicin darajar, wanda aka lasafta daga dabi'u na 3 gwaje-gwaje. A lokacin gwajin, an yi amfani da bututun ƙarfe na St37 bisa ga DIN 2448. Yanayin zafin jiki ya kai 23C kuma an sami juzu'i a kan bututun. Bututun da ke cikin matse ba zai zamewa ba lokacin da aka jera ƙarfin gwajin da aka jera (F) a cikin axial direction na bututun.
Lissafin haske | |||||
Jerin girman | Gyaran kusoshi GB5782-86 | Polypropylene | Nailan 6 | ||
Ƙunƙarar ƙarfin ƙarfi (Nm) | Ƙarfin ƙulla bututu F (KN)) | Ƙarƙashin Ƙarƙashin Ƙarƙashin Ƙarƙashin Ƙarƙwara (Nm)m | Ƙarfin matsawa bututu F(KN) | ||
0 | M6 | 8 | 0.6 | 10 | 0.6 |
1 | 8 | 1.1 | 10 | 0.7 | |
2 | 8 | 1.3 | 10 | 0.8 | |
3 | 8 | 1.4 | 10 | 1.6 | |
4 | 8 | 1.5 | 10 | 1.7 | |
5 | 8 | 1.9 | 10 | 2.0 | |
6 |
| 2.0 | 10 | 2.5 | |
